


Im Folgenden wird ein System beschrieben, das in der spanabhebenden Fertigung eine fast bedienerlose Führung über längere Zeit ermöglicht. Es besteht aus einer oder auch mehreren Werkzeugmaschinen, die sich mit einer Post-Prozess-Messeinrichtung in einem geschlossenen Regelkreis befinden. Die erste Installation eines solchen Systems erfolgte 1987 bei der Firma Walterscheid in Lohmar [WS87]. Im gleichen Jahr wurde das zugrunde liegende Verfahren der „Korrektur nach dem gleitenden Mittelwert“ zu einem international gültigen Ford-Standard und es folgten zahlreiche Installationen an mehreren Ford-Standorten sowie in vielen weiteren Fertigungsbetrieben. Der Artikel fasst die in 20 Jahren gesammelten Erfahrungen und die auf dieser Basis kontinuierlich verbesserten Systeme der Firma REORG zusammen.
Dr. Andreas M. Straube, Geschäftsführer und Dipl.-Ing. Werner Straube, Gründer und ehemaliger Geschäftsführer der REORG Gesellschaft für Rechneranwendung, Organisation und Messtechnik mbH
In der spanabhebenden Fertigung, besonders im Drehprozess, hat sich die Post-Prozess-Messung durchgesetzt. Bei dieser Vorgehensweise erfolgt die Vermessung der produzierten Werkstücke außerhalb der Werkzeugmaschine in einer Messeinrichtung, während in der Maschine das nächstfolgende Werkstück bearbeitet wird. Zu dieser Entwicklung haben im wesentlichen zwei Gründe geführt:
- Die parallele Vermessung mehrerer Merkmale hat Zeitvorteile, benötigt aber Bauraum.
- Enge Toleranzen können sicherer gemessen werden.
Im geschlossenen Regelkreis, den die Werkzeugmaschine und die Messeinrichtung bilden, wird die Position des Werkzeugs als Regelgröße verwendet. Geregelt werden können die systematischen Prozesseinflüsse, zu denen als wichtigster Effekt der Werkzeugverschleiß zählt. Zur Regelung wird der Mittelwert mehrerer in Folge gemessener Werkstücke herangezogen. Dieser wird je nach Verfahren mit den Eingriffsgrenzen (manuelle Korrektur mittels Regelkarte) bzw. den Korrekturgrenzen (automatische Korrektur mittels Korrekturkarte) verglichen. Eine Korrektur auf Basis eines einzelnen Messwertes sollte in jedem Falle vermieden werden. Dies gilt insbesondere für enge Fertigungstoleranzen, bei denen in der Regel das Verhältnis von Fertigungsstreubreite zu Toleranzbreite relativ groß ist. Ein solcher auf Basis eines Einzelwertes korrigierter Prozess, neigt zum Übersteuern, wodurch genau das Gegenteil einer Verbesserung der Prozessfähigkeit erreicht wird.
Grundsätzlich lassen sich die Systeme mit Werkzeugmaschinenkorrektur in manuelle und automatische Systeme unterscheiden.
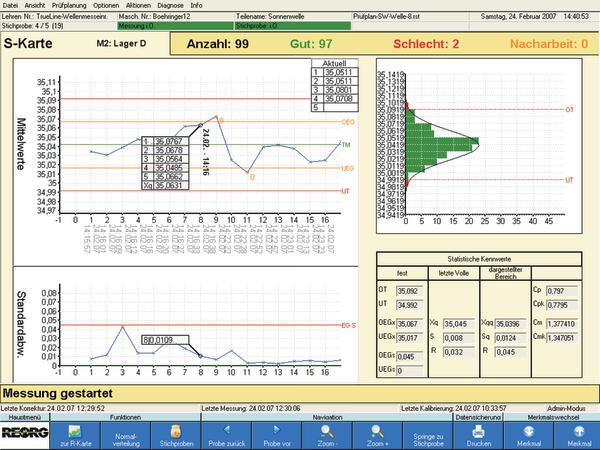
Bei der manuellen Werkzeugmaschinenkorrektur werden für alle zu korrigierenden Merkmale Regelkarten geführt. Bild 1 zeigt eine solche Regelkarte, wie sie in der Messsoftware „MyPQC – ProcessQualityControl – more than just SPC“ geführt wird. MyPQC läuft unter Windows 2000 oder XP auf speziellen Messrechnern (PQC Nano), die mit Messtechnik ausgestattet und speziell auf den Einsatz im Fertigungsumfeld abgestimmt sind. Die Messwerte werden vom System elektronisch erfasst und MyPQC berechnet die statischen Kenngrößen Mittelwert, Standardabweichung, Spannweite sowie die Prozessfähigkeiten cp und cpk. Der Stichprobenmittelwert wird mit den Eingriffsgrenzen verglichen und bei Überschreitung der Eingriffsgrenzen wechselt die Ansicht in eine Korrekturwerttabelle. Hier wird dem Werker für jedes zu korrigierende Merkmal der entsprechende Korrekturwert angegeben. Ferner wird der Werker aufgefordert, für jeden Korrekturwert einen sogenannten Action Code einzugeben. Mit diesem wird dann in der Regelkarte der Grund für eine Korrektur dokumentiert. Mögliche Gründe sind: Werkzeug wurde nachgestellt, Werkzeug wurde gewechselt, Maschinenstörung, etc..
Die manuelle Werkzeugmaschinenkorrektur findet bei kleineren Serien Einsatz und bei Qualtitätsvereinbarungen zwischen Hersteller und Abnehmer, bei denen mit statistischen Unsicherheiten gearbeitet werden darf. Hierbei spielt natürlich auch die Prozessfähigkeit eine entscheidende Rolle. Ist der Fertigungsprozess in allen Bearbeitungsoperationen fähig, so kann nach den Methoden der statistischen Prozessregelung (engl. Statistical Process Control SPC) gearbeitet werden. Hierbei wird der Prozess auf Basis einer Stichprobe geregelt, die in einem festen Zeitintervall dem Prozess entnommen wird.
Vor dem Hintergrund ständig kleiner werdender Fertigungstoleranzen und PPM-Vereinbarungen (PartsPerMillion), bei denen eine Obergrenze an maximal zulässigen Schlechtteilen vereinbart wird, reicht die manuelle Korrektur in vielen Fällen nicht mehr aus. Ferner wird sie unwirtschaftlich bei größeren Produktionszahlen.
In diesen Fällen kommt die automatische Werkzeugmaschinenkorrektur zum Einsatz. Das System aus Werkzeugmaschine und Messeinrichtung wird hierzu um ein automatisches Handling-System (z. B. Transportband mit Greifern, Portalhandling oder Roboter) erweitert. Die Werkstücke werden zu 100 % vermessen. Das trägt dazu bei, dass der Kunde keine Schlechtteile geliefert bekommt und damit PPM-Vereinbarungen eingehalten werden können. Auf der anderen Seite bietet die 100 %-Messung die Möglichkeit, den Verlauf des Fertigungsprozesses lückenlos zu überwachen. Eine stichprobenbasierte Ermittlung von Mittelwerten zum Vergleich mit den Korrekturgrenzen wäre von Nachteil, da immer erst nach Abschluss einer Stichprobe ein Eingriff erfolgen kann. Das Verfahren des gleitenden Mittelwertes, das von REORG 1986 entwickelt wurde, greift die Vorteile einer Korrektur auf Basis eines Mittelwertes auf und verbessert dieses Verfahren durch ein kontinuierliches Monitoring, verbunden mit einer kontinuierlichen Regelungsmöglichkeit. Hierzu wird der Mittelwert gleitend gebildet (siehe Bild 2).
Die Korrekturkarte dient der Visualisierung der Vorgänge bei der automatischen Werkzeugmaschinenkorrektur. Bild 3 zeigt einen typischen Korrekturverlauf. Die Einzelwerte (schwarze X) zeigen einen deutlich ansteigenden Trend, der auf systematische Prozesseinflüsse, wie z. B. den Werkzeugverschleiß, zurückzuführen ist. Der gleitende Mittelwert (grünes O) folgt dem Verlauf der Einzelwerte. Er ist aber nicht den gleichen Schwankungen der Einzelwerte unterworfen. Bei Überschreitung der Korrekturgrenze durch den gleitenden Mittelwert erfolgt eine Korrektur zurück auf die Toleranzmitte. Es ist auch möglich, unter die Toleranzmitte zu regeln, wie im zweiten Regelzyklus dargestellt, um die Toleranz besser ausnutzen zu können. In der Korrekturkarte werden wichtige Ereignisse automatisch vermerkt: K für Korrektur, T für Trend Reset, d. h. Neustart der Berechnung des gleitenden Mittelwertes, P für Pufferteil. Als Pufferteile werden die Werkstücke bezeichnet, die sich zwischen Werkzeugmaschine und Post-Prozessmesseinrichtung, z. B. auf einem Förderband, befinden. Wenn ein Messwert dazu führt, dass der gleitende Mittelwert eine Korrekturgrenze überschreitet, dann wird ein Korrekturwert an die Werkzeugmaschine verschickt. Zu diesem Zeitpunkt sind die Pufferteile bereits gefertigt und können folglich nicht die Auswirkungen der Korrektur widerspiegeln. Aus diesem Grund wird für diese Teile kein neues Schieberegister aufgebaut und auch kein gleitender Mittelwert berechnet. Der Inhalt des Schieberegisters, aus dem der gleitende Mittelwert berechnet wird, kann in der Korrekturkarte an jedem Messwert angezeigt werden. Hierdurch wird eine hohe Transparenz der Korrekturabläufe erreicht. Diese machen es dem Werker leicht, das Korrekturverhalten zu verstehen und nachzuvollziehen. Ferner existiert eine Tabellenansicht mit der Auflistung aller Korrekturwerte pro Merkmal und Messungsnummer.
Literatur
[WS87] Straube, W.; Helff, U.: Werkzeugmaschinenkorrektur nach Methoden der statistischen Qualitätsprüfung. In: Qualität und Zuverlässigkeit, Carl Hanser Verlag, München, 32. Jahrgang, 1987/4, S. 177–179
REORG, Mönchengladbach
QE 538
Teilen:







{kind=link}