



Ohne Kunststoffe wäre die Welt von heute nicht mehr vorstellbar. Im Vordergrund stehen nicht mehr die geringen Herstellkosten, nun sind es die funktionalen Vorteile. Die industrielle Bildverarbeitung ist ein geeignetes Mittel, um die Qualität zu sichern, zu dokumentieren und per Qualitätsplanung zur Verbesserung beizutragen.
In den letzten Jahren lässt sich beobachten, dass im Sinne der Qualitätsplanung die Prüfung der Kunststoffteile bereits bei der Planung der Spritzgussanlagen und der notwendigen Infrastruktur einbezogen wird. Für die Anbieter industrieller Bildverarbeitung hat sich demgemäß die Problemstellung geändert.
Bei der Qualitätssicherung steht meist die Reaktion des Herstellers auf eine Reklamation im Vordergrund. Ein Prozessproblem führt zur visuellen Stichprobe, die in Extremfällen zu manuellen 100%-Kontrollen ausgebaut wird. Zur Kostenreduktion wird dann eine automatisierte Prüfung ins Auge gefasst. Optische Inspektions- und Sortiermaschinen, die als autonome Anlagen die 100-% Kontrolle übernehmen, können die visuelle Kontrolle automatisieren. Außerdem können damit hohe Sortierleistungen von mehreren 100 Teilen pro Minute realisiert werden. Die Anlagen sind in dieser Situation für ein konkretes Fehlerbild an einem konkreten Teil ausgelegt.
Auf Seiten der Abnehmer fand eine analoge Reaktion stand. Über den Einsatz von Stichprobenplätzen oder den Einsatz eigener Inspektionsautomaten im Wareneingang werden mit Bildverarbeitung die fehlerhaften Teile aussortiert. Ein anderer Weg der Qualitätssicherung ist die Integration von Kameraprüfungen in die Montagelinien, um zu verhindern, dass Fehlteile zum Stillstand einer ganzen Montagelinie führen.
Die Bildverarbeitungs-Anlagen erhöhen zum einen die Kundenzufriedenheit indem sie die in den Kundenprozess fließenden Fehlteile reduzieren. Zum anderen erlaubt aber die gewonnene Information eine Aussage über die Prozesslage und ermöglicht die Optimierung. Geplante Veränderungen lassen sich an einer großen Menge von Teilen zuverlässig erfassen. Im Idealfall trägt die industrielle Bildverarbeitung also dazu bei, dass die Einzelprobleme verschwinden, die der Grund ihres Einsatzes waren.
Die Erkenntnis, dass die industrielle Bildverarbeitung nicht nur ein Mittel zur Qualitätssicherung ist, indem es Fehllieferungen an den Kunden verhindert, sondern letztlich zur Optimierung der Prozesse selbst, hat sie in den Fokus der Qualitätsplanung gebracht. Die Anlaufphasen sind oft so kurz, dass die Prozessoptimierung vor Serienstart nicht realistisch ist. Für den Einsatz der industriellen Bildverarbeitung hat das wesentliche Konsequenzen.
- Die BV-Systeme werden bereits bei der Planung der Spritzgussanlage und –prozesse einbezogen. Der Gesamtprozess kann so bezüglich der Möglichkeit der Inspektion optimiert werden.
- Ihr Einsatz findet häufig direkt nach dem Spritzguss statt. Fehlerhafte Teile werden sofort aussortiert und liegen zur Prozessverbesserung vor.
- Die Überwachung der Werkzeuge ermöglicht, Ursachen von Fehlern zu erfassen, die somit sofort unterbunden werden können.
- Aus Erfahrung oder über FMEAs werden gewisse Fehlertypen erwartet. Oft liegen aber keine Muster und keine Informationen über Häufigkeit und Wichtigkeit vor. Die Bildverarbeitungssysteme müssen daher für ein breites Spektrum an Fehlern ausgelegt sein.
- Durch die schnellen Typenwechsel und geringeren Stückzahlen pro Typ müssen die Bildverarbeitungsanlagen ein breites Spektrum an Teiletypen inspizieren. Die Prüfleistungen in Teilen pro Minute sind weiterhin hoch und die häufiger notwendigen Rüstzeiten müssen aufgefangen werden.
- Die Daten müssen für das CAQ-System verfügbar sein oder direkt am BV-System einer ersten Auswertung und Darstellung unterzogen werden. Probleme sollen in einer frühen Phase erkannt werden.
Die vorhergehenden Bemerkungen sind nicht nur für den angeführten Spritzguss gültig. Die typischen Fehlerarten dagegen sind für Spritzgussteile sehr eigen: Über- und Unterspritzungen, fehlendes Material, überstehendes Material, Gratbildung, Schwimmhäute, Risse, Materialverzug, Verbrennungen, Einschlüsse von Fremdmaterial, Blasen sind hier die häufigsten Fehler. Ein eigenes Thema ist auch die Prüfung von transparenten Kunststoffteilen. Um hier die Fehler zu detektieren, ist die Beleuchtung von zentraler Bedeutung.
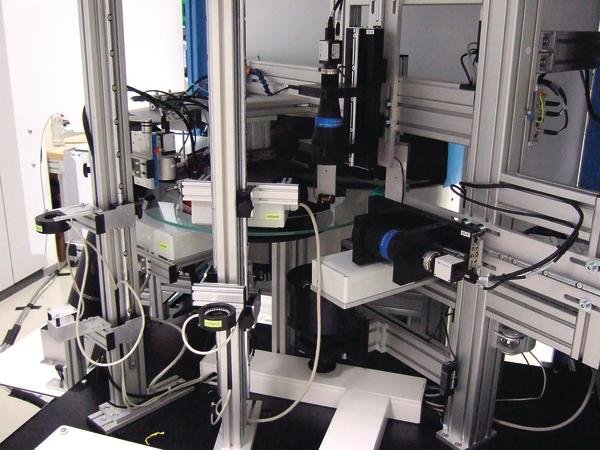
Ein Beispiel aus der Praxis, um diese Entwicklung in allen Facetten zu verdeutlichen: Die ersten Anlagen zur 100%-Kontrolle und Sortierung für einen Kunststoffspritzguss-Hersteller wurden für ein einziges Teil ausgelegt und waren auf die Leistung von 300 Teile pro Minute getrimmt (Bild1). Der Kunde für das besagte Produkt dieses Herstellers hatte sich zwischenzeitlich diese Inspektionsanlage ebenfalls beschafft, um einzelne Lieferchargen prüfen zu können. Die nächste Anlage für den Hersteller musste 17 Teiletypen verarbeiten können. Hier war der Anspruch, eine universelle Inspektionsanlage zu erhalten, die mechanisch und programmtechnisch schnell umzurüsten ist und über die eingesetzte Beleuchtung und Kameraausrüstung ein breites Fehlerspektrum abdeckt (Bild 2). Neben der reinen Sortieraufgabe hat diese Anlage den Nutzen, Prozessveränderungen schnell statistisch zu erfassen und Abstellmaßnahmen und Prozessoptimierungen zu verifizieren.
Worauf müssen Bildverarbeiter achten, damit dieser Übergang von der Qualitätssicherung, die auch weiterhin ihren wichtigen Platz behält, zum Beteiligten in der Qualitätsplanung möglich ist? Welche Fragen sollte sich ein Einkäufer und technisch Verantwortlicher stellen, um den richtigen Partner zu finden? Welche Informationen müssen die Partner austauschen, um ein solches Projekt zum Erfolg zu führen? Auch dies soll an dem oben angeführten Beispiel verdeutlicht werden.
- 1. Die eingesetzten Komponenten und Anlagen müssen standardisiert und modular aufgebaut sein. Im Beispiel sind die beschriebenen Anlagen rein äußerlich kaum zu unterscheiden (Bild3). Die Prüfzelle ist standardisiert. Je nach konkreter, individueller Aufgabe wird nur die Anzahl, Art und Position von Modulen (Kameras und Beleuchtung) angepasst (Bild 2). Diese entscheiden über die detektierbaren Fehler bzw. deren minimale Größe.
- 2. Für die Erreichung der geforderten Prüfleistung ist meist die Peripherie der Sortieranlage entscheidend. Mit steigender Anzahl von Prüfteiletypen musste im Detail abgesprochen werden, welche Typen mit welcher Leistung geprüft werden müssen, um die optimale Auslastung der Anlage zu ermöglichen.
- 3. Die verwendete industrielle Bildverarbeitungs- und Steuerungssoftware muss ebenfalls modular und offen aufgebaut sein. Die im Beispiel eingesetzte BV-SW visiTeach+ ist mit einer Soft-SPS gekoppelt und erlaubt das Kopieren und Anpassen von bestehenden Programmen, um neue Aufgaben und Prüfteile zu ermöglichen. Die Steuerung des Gesamtsystems, d.h. vor allem der Peripherie und deren zugehörige Parameter sind transparent dargestellt. Die Parameter können einfach und audit-sicher nachvollziehbar verändert werden. Eine umfassende Schulung ermöglicht eine effiziente Bedienung. Über eine Ferndiagnose kann bei Änderungen aus dem Werk unterstützt werden.
- 4. Die Systeme und Anlagen müssen nachrüstbar sein. Die geforderten Laufzeiten von 10 Jahren machen es unabdingbar, dass die Anlagen mechanisch, elektrisch, mit Kamerasystemen sowie Software nachgerüstet werden können. Auch hier ist Standardisierung und Modularisierung ein wesentlicher Aspekt.
- 5. Über die bereits bekannten Fehler und deren zu detektierende Größe muss ein intensiver Informationsaustausch erfolgen. Ein BV-System kann letztlich nur solche Fehler finden, nach denen es sucht und dessen Kriterien es kennt. Gerade in der Anlaufphase sind viele Fehler wenig bekannt. Über eine FMEA kann man aber potenzielle Fehler ermitteln und Fehlermuster erzeugen. In dem genannten Beispiel flossen jeweils aktuelle Information über die Fehler, auch solche in Absprache mit den Endkunden, in das Projekt ein. Diese Informationen müssen vor Projektstart vorliegen. Sollte diese nicht direkt möglich sein, dann ist es sinnvoll, in einem Feldversuch diese Informationen zu sammeln. In dem Beispiel wurde so durch die Entwicklung einer speziellen Optik erst relevante Fehler erkannt bzw. durch Änderungen am Bauteil einer Detektion zugänglich gemacht.
- 6. Die Software muss die statistische Nachbereitung ermöglichen. Im Beispiel wird die für die Prozesssteuerung notwendige Information über die vermessenen Teile direkt am System angezeigt und statistisch aufbereitet. Die Daten werden auch zeitnah der Qualitätssicherung und Produktion zur Verfügung gestellt, um Maßnahmen in der Prozessoptimierung auf Erfolg zu überprüfen und SPC zu betreiben.
Die Aufgabe für den Bildverarbeiter wird durch die Verlagerung von der Qualitätssicherung zum Beteiligten bei der Qualitätsplanung komplexer. Aber es lohnt, das Ziel der Prozessverbesserung ins Zentrum zu rücken. Erst so kann die Bildverarbeitung ihr volles Potential im Sinne des Kundennutzen entfalten.
visicontrol, Weingarten www.visicontrol.de
Teilen:







{kind=link}