

Die Herstellung eines industriellen Hochdruck-Reinigers beinhaltet die Dichtheitsprüfung von vier Kammern. Was früher in einem aufwändigen Unterwasserverfahren geprüft wurde, ist beim Weltmarktführer heute in die Fertigung integriert und läuft als Relativdruckprüfung mit Luft vollautomatisch ab. Neben der Inline-Einbindung war die hundertprozentige Abdichtung der Kavitäten mit sehr komplexen Geometrien die größte Herausforderung. Mit der Realisierung der anspruchsvollen Anlage wurde die Zeltwanger Automation GmbH beauftragt.
„Wir waren beeindruckt, mit welcher Präzision und Zuverlässigkeit die Prüfanlage vom ersten Tag an funktionierte und zuverlässige Prüfergebnisse geliefert hat“, erklärt der Projektleiter des Kunden, der seinen Namen nicht gerne in der Zeitung liest. „Mit der Firma Zeltwanger Automation haben wir uns jedoch auch bewusst für einen renommierten Automationsexperten entschieden, weil wir um die Schwierigkeit der Aufgabe wussten.“ Die im Herbst 2007 in Betrieb genommene Dichtheitsprüfmaschine für Dampfstrahlergehäuse liefert nun bereits seit einem Jahr reproduzierbar zuverlässige Ergebnisse über die Fertigungsgenauigkeit der vier Kammern im Gehäuse des Hochdruckreinigers. Mit der Inbetriebnahme war auch der Wechsel von einer Unterwasserprüfung auf die Relativdruckprüfung mit Luft verbunden.
Wechsel der Methode ermöglicht Inline-Prüfung
Die Fertigung eines Hochdruckreinigers für den Industriebereich sollte nach einer Produktumstellung im Werk vollautomatisch ablaufen. Eine Prüfung der Dichtheit von vier Kammern und das Ausschleusen von n.i.O.-Teilen sollten integriert werden. Dabei musste die Umrüstmöglichkeit auf eine zweite Variante des Reinigers ebenso berücksichtigt werden, wie das Einhalten der Taktzeit. „Der Prüfprozess durfte nicht zum Engpass werden“, erinnert sich Johannes Strasser, Prokurist bei der Zeltwanger Automation GmbH.
Die Gehäuse der Dampfstrahler bestehen aus zwei Teilen und sind mit Abmessungen von ca. 1 300 x 800 x 600 mm sehr groß. Sie beinhalten vier Kammern für verschiedene Flüssigkeiten. So gibt es einen Heizöltank, zwei Kammern für Reinigungszusätze und einen Ausgleichsbehälter. „Vor allem die komplexe Form des Ausgleichsbehälters stellte höchste Anforderungen an die Abdichtung“, betont Jürgen Schwabenland, bei Zeltwanger für die Kundenbetreuung verantwortlich. Und auch dass sich die Gehäuse auf Ihrem Weg durch die Produktion abkühlen, macht die Sache nicht leichter.
Roboter verknüpft drei Maschinen zu Fertigungszelle
„Außerdem sind durch Schrumpfungen bei jedem Kunststoffspritzprozess perfekt ebene Oberflächen nicht zuverlässig zu erwarten“, so Schwabenland. Es sind vor allem die Unebenheiten an den Anschlussstellen, die zwar für die Funktionalität des Dampfstrahlers keinerlei Auswirkungen haben, die Abdichtung der Kammern aber erheblich erschweren.
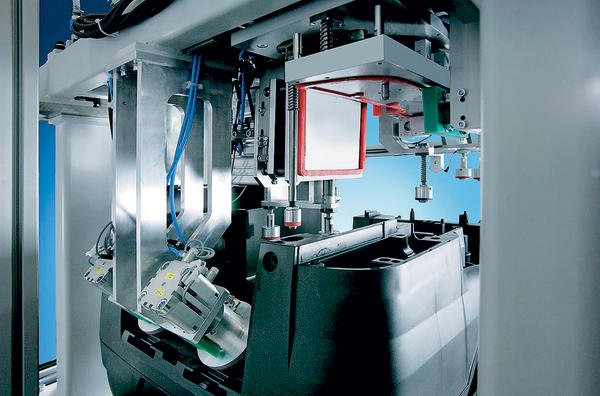
Mit einer Temperatur von etwa 80° C kommen die beiden Gehäusehälften aus der riesigen Spritzgussmaschine. Ein Handlingroboter entnimmt die Teile vom Ausbringband und führt sie einer Schweißmaschine zu. Die Teile kühlen dabei auf circa 60° C ab. Die Schweißmaschine verbindet die beiden Hälften zu einem Ganzen, indem sie sie rundum zusammenschweißt. Nun greift der Roboter erneut zu und bringt das Gehäuse zur Dichtheitsprüfung. Jetzt ist das Gehäuse nur noch rund 40° C warm. Nach der automatisierten Dichtheitsprüfung werden die i.O. Teile aus der eingezäunten Fertigungszelle ausgeschleust, n.i.O.-Teile werden separiert.
Druckunterschiede von einem Pascal sind messbar
In der Dichtheitsprüfung werden die vier Kammern sequenziell geprüft. Dazu werden zweimal je zwei Kammern, die nicht aneinander grenzen mit Luft beaufschlagt. Die eigentliche Dichtheitsprüfung erfolgt im Relativdruckverfahren. Gemessen wird dabei ein eventueller Druckabfall im Verhältnis zur Umgebungsluft. Die sensiblen Drucksensoren messen mit einer Genauigkeit von einem Pascal.
So liefert die Prüfung genaue Ergebnisse über jede einzelne Kammer und eine eventuelle Leckage kann der entsprechenden Kammer eindeutig zugeordnet werden. Damit hat Zeltwanger die gewünschte Verbesserung zur früheren Unterwasserprüfung erreicht, die lediglich eine Dichtheit beziehungsweise eine Leckage des gesamten Gehäuses feststellen konnte. Man wusste bei Leckagen nie, welche Kammer genau undicht war. „Das trug natürlich nur sehr begrenzt zur Verbesserung des Produkts und des Fertigungsprozesses bei. Außerdem war die manuelle Prüfung unzuverlässig und nur durch Mitarbeiter durchführbar. Eine Automatisierung war nicht möglich“, berichtet der Kunde. „Die Abdichtung der komplexen Formen mit ihren unregelmäßigen Konturen erforderte höchste Konstruktionsleistung und Fertigungspräzision“, betont Schwabenland.
Handelsübliche Software für Steuerung und Bedienung
Zugute kam den Automatisierungs- und Dichtheitsprüfungsexperten dabei ihre große Erfahrung in der Lösung komplexer Aufgaben. Insbesondere die Konturengestaltung und die Auswahl der Abdichtgummis bedurften besonderer Anstrengungen. Der mechanische Vorgang des Abdichtens funktioniert zuverlässig und wiederholgenau – eine Voraussetzung für Automatisierung und Integration in den Fertigungsprozess.
Gesteuert wird der Prüfprozess mit einer Siemens S7 SPS-Steuerung. Die gesamte Prüfung eines Teils liegt mit 175 Sekunden innerhalb des geforderten Zeitfensters. Dabei sind die Zeiten für Adaption, Handling und Dekontaktierung inbegriffen.
Für die geforderte schnelle Umrüstung auf die zweite Produktvariante kann die gesamte Platte mit den Anschlüssen abgehoben werden. Lediglich die zwei Steckverbinder für Elektrik und Pneumatik sowie zwei Schrauben müssen entfernt werden. Danach kann die andere Platte mit den Anschlüssen für die Produktvariante ebenso schnell angeschlossen werden. Der Kunde ist hochzufrieden und freut sich, die gesamte Fertigung und Prüfung der industriellen Hochduckreiniger nun vollständig automatisiert zu haben.
Zeltwanger Automation, Dusslingen
Teilen:







{kind=link}