
Beim Laserstrahlschweißen setzt ein Schiffsbauer auf das Messsystem Beamwatch. Es erfasst die zentralen Parameter des Lasers in Echtzeit, ohne den Strahl zu berühren. Verfälschungen des Messergebnisses bei einem Strahl mit hoher Leistungsdichte werden damit vermieden. Zudem können Nachbesserungen im Produktionsprozess sofort vorgenommen werden.
Leistungsfähige Faserlaser hatte ein Schiffsbauer in der Vergangenheit nur beim Schweißen kleinerer Metallteile genutzt. Nun sollten auch große Teile des Bootsrumpfes – und damit mehrere Meter Naht innerhalb von circa 20 min – selbst damit geschweißt werden. Hier stand das Unternehmen vor ganz neuen Herausforderungen. Denn während der 20 min heizen sich sowohl der Laser als auch die Strahlführungsoptik stark auf. Die Fokuslage und -größe verändern sich damit, wodurch die Naht unter Umständen nicht mehr die geforderten Eigenschaften aufweist. Der daraus resultierende negative Effekt verstärkt sich durch verschmutze oder alternde Optiken über die Zeit. Damit verändert sich die Fokuslage und – als Konsequenz – auch die Qualität der Schweißnaht.
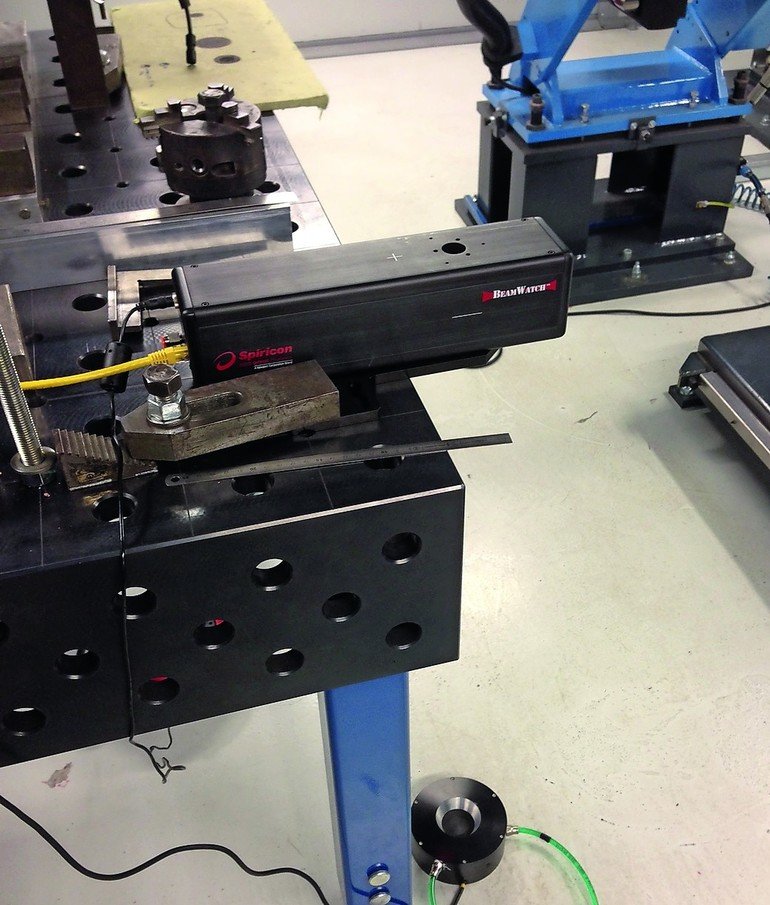
Diese Überlegungen führten dazu, eine permanente Qualitätskontrolle des Laserstrahls in den Prozess einzubinden. Der Schiffsbauer entschied sich dazu für Beamwatch von Ophir Spiricon. Konventionelle Messmethoden basieren darauf, dass der Laserstrahl auf eine Sensorfläche trifft und mehrere Minuten vermessen wird. Im Gegensatz dazu liefert Beamwatch in weniger als einer Sekunde vielfältige Messgrößen darunter den Strahldurchmesser, die Fokuslage und M2. Völlig berührungslos erfasst das System alle 60 ms die Rayleigh-Streuung des fokussierten Strahls und eignet sich damit für Laser mit beliebig hohen Leistungen. Anders als existierende Systeme liefert diese Technologie zeitlich aufgelöste Messergebnisse in Echtzeit.
Der Messaufbau, bestehend aus Beamwatch sowie einem Ophir 10kW-Thermokopf als Strahlfalle und Leistungsmessgerät, verbleibt in der Sicherheitskabine. Um das Messsystem von außen zu steuern und die Ergebnisse direkt ablesen zu können, wird es mit einem GigE-Kabel direkt mit einem Computer des Kunden verbunden. Der Einrichtungsaufwand ist minimal: In wenigen Minuten konnten alle Komponenten am Laser ausgerichtet werden. Der Strahl wird durch eine 12 mm Apertur geführt und misst dabei die Strahlposition, -form und -güte und stellt sie numerisch sowie deren zeitlichen Verlauf – vergleichbar mit einer Videoaufnahme – grafisch dar. Die erste Messung dauerte 10 min bei 8 kW. Nach nur 7 min stand ein beeindruckendes Ergebnis fest: Die Brennebene hatte sich bereits um 8 mm verschoben.
Messdaten für jedes Bauteil lassen sich transparent in einer Datenbank speichern
Nach Ende der Testperiode speichert das System alle numerischen Daten und bietet vielfältige Möglichkeiten, diese mit Hilfe der Beamwatch Software grafisch auszuwerten. Sämtliche Informationen können über automatisierte Anwendungen definiert weiterverarbeitet und zu Gut/Schlecht-Bewertungen genutzt werden. Insbesondere in der Qualitätskontrolle spielt das eine entscheidende Rolle.
Die Möglichkeiten gehen soweit, dass die Anwender aufgrund der kurzen Messzyklen Daten für jedes Bauteil sammeln und langfristig zusammen mit der Bauteilenummer in einer Datenbank speichern können. So können die Laserparameter zum Produktionszeitpunkt jederzeit nachvollzogen werden. Durch den leichten und kompakten Messaufbau lässt sich die Lösung auch bei anderen Lasern einsetzen. Der Schiffsbauer profitiert damit gleich mehrfach.
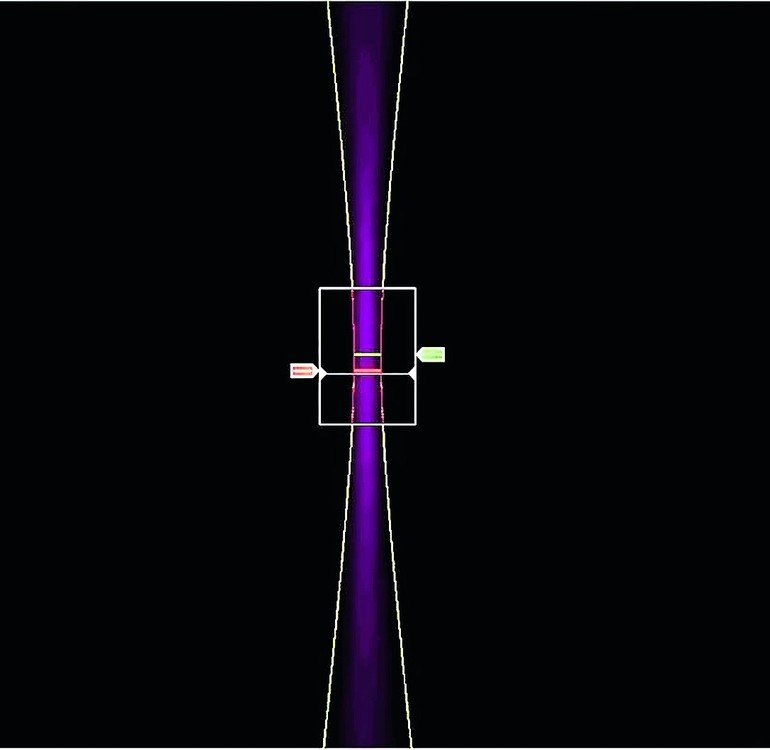
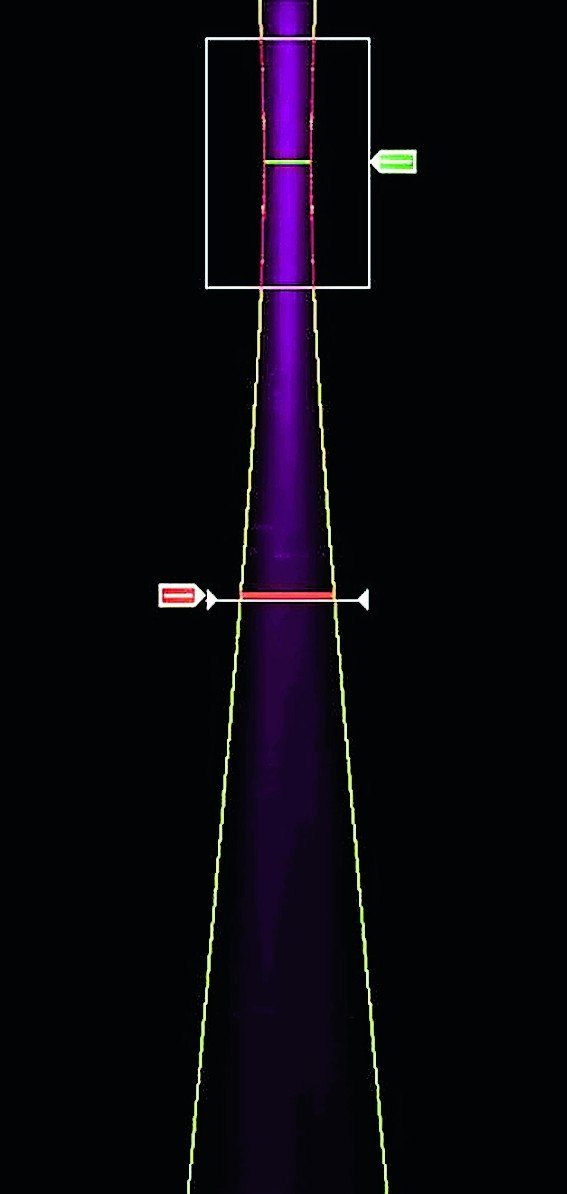
Thermische Effekte beeinflussen die Fokuslage des Laserstrahls deutlich
Die thermischen Effekte, die beim Laserstrahlschweißen entstehen, beeinflussen die Fokuslage signifikant. Je höher die Laserleistung, desto stärker ist die gemessene Fokusverschiebung. Diese Problematik kann zu massiven Qualitätseinbußen führen. Das gleiche gilt auch für Verschmutzungen der Optiken. Faktisch konnte Ophir Spiricon bei einer verschmutzten Optik und robotergesteuerten Bewegungen nach 10 min eine Verschiebung des Fokus um mehr als 10 mm nachweisen. Theoretisch und nach bislang gültiger Meinung, sollten diese Effekte sehr viel geringer ausfallen; wobei natürlich zwischen thermischen Effekten und Negativbeeinflussungen durch Verschmutzung unterschieden werden muss.
Die von Beamwatch in diesem Anwendungsfall gelieferten Messergebnisse zeigen, dass die Fokusverschiebung bei Anwendungen mit hoher Leistung unbedingt gemessen werden muss. Nur so kann die Prozesssicherheit gewährleistet werden. Im hier beschriebenen Beispiel aus dem Schiffsbau trägt das Messsystem wesentlich zur Produktqualität bei. Der Schiffsbauer ist nun in der Lage, unterschiedliche Laseranlagen in seinem Unternehmen zu charakterisieren und die Prozesse mit geringem Zeitaufwand zu optimieren. ■
Die Autoren


Nicolas Chaise
Regional Sales Manager
Christian Dini
Geschäftsführer
Ophir Spiricon
Teilen:







{kind=link}