
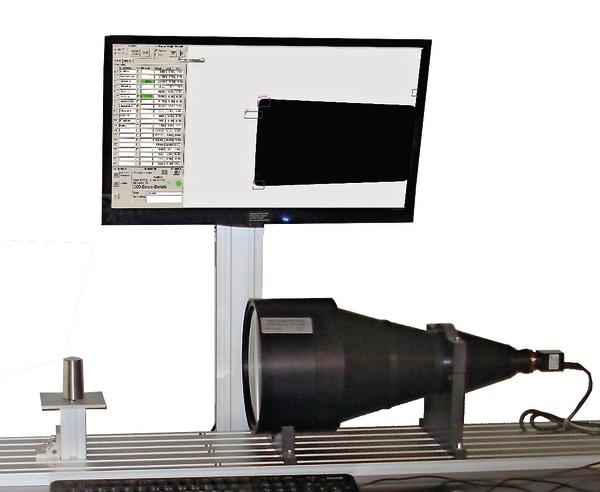
Auflösung und Genauigkeit von Bildverarbeitungssystemen müssen bei deren Einsatz im industriellen Bereich stimmen. Wesentlich ist der Zusammenhang zwischen Kameraauflösung und Anzahl der Bildpunkte, mit welcher das Objekt erfasst wird: Je höher die Pixelzahl (Auflösung), desto höher die erreichbare Messgenauigkeit. Am Beispiel einer Drehteilvermessung werden die Merkmale der Messtechnik mittels Kamerasystemen erläutert.
Basisvoraussetzungen für das Messen mit Bildanalyse-systemen sind:
- 1. Die Erfassung der zu messenden physikalischen Größe (Länge, Breite, Durchmesser) mit einem Bildaufnahmesensor (zum Beispiel CCD- oder CMOS- Kamera)
- 2. Die Abspeicherung der die maßgebende Merkmale beinhaltenden Bilddaten im Speicher des Rechners
- 3. Die Auswertung des Bildinhalts mittels Bildauswertealgorithmen, das heißt die exakte Lokalisierung der Messpunkte und die Abstandsbestimmung zwischen den Kantenorten
- 4. Den Vergleich des Merkmals mit einer, dem System bekannten Messnormal
- 5. Die Zuordnung einer Maßzahl (Kalibrierfaktor) zum Messnormal (Pixel) und die Bestimmung des Messergebnisses
In die Terminologie der industriellen Bildverarbeitung übersetzt, heißt das:
- 1. Eine Kamera mit beispielsweise 1280 x 1024 Bildpunkten nimmt ein Bild von dem zu vermessenden Gegenstand auf.
- 2. Die Bilddaten werden digitalisiert und als ein Bildraster in einem Speicher abgelegt.
- 3. Softwarealgorithmen werten die Bilddaten aus und lokalisieren die Messpunkte.
- 4. Die Messnorm hält das System in einem elektronischen Speicher abrufbereit, sodass
- 5. der Rechner die zu vermessenden Messpunkte durch den Vergleich mit der Messnorm bewerten und das Maß errechnen kann.
Das Erreichen von hohen Messgenauigkeiten ist wegen der endlichen Pixelzahl und der Pixelgröße schwierig. Die Genauigkeit hängt daher entscheidend von der Auflösung der verwendeten Kamera ab. Hat die Kamera eine Auflösung von 1392 x 1040 Bildpunkten und wird damit ein Bildfeld von 103 mm x 77 mm abgebildet, so repräsentiert jeder Pixel eine Bildfläche von 0,074 mm x 0,074 mm. Ein Schachbrett von 1392 x 1040 Pixel mit der jeweiligen Fläche 0,054 mm2 bildet das gesamte Bild, das an einem Monitor angezeigt wird.
Jeder Bildpunkt mit der Fläche 0,054 mm2 hat, abhängig vom Bildinhalt an der Pixelposition, einen Grauwert, der die Helligkeit des Bildpunktes repräsentiert. Die Werte liegen in den dargestellten Beispielbildern zwischen 0 und 256. 0 bedeutet, das Bild ist an diesem Punkt schwarz. 256 heißt, das Bild hat an diesem Punkt maximale Helligkeit, ist also weiß. Innerhalb des Bildes verteilen sich die Grauwerte entsprechend dem Bildinhalt.
Binärbildvergleich vergleicht Pixel für Pixel des aktuellen Bilds mit dem Originalbild
In der Qualitätskontrolle werden diese Bildeigenschaften genutzt, um Produktkontrollen durchzuführen. Im einfachsten Fall erfolgt dies durch einen Binärbildvergleich. Das heißt, man definiert: Alle Pixel die einen Grauwert größer x = 128 haben, werden als weiß, und alle Pixel mit Grauwerten kleiner 128 werden als schwarz dargestellt, so dass ein Binärbild resultiert.
Binärbilder sind hervorragend zum Bildvergleich geeignet, denn dazu ist lediglich ein Programm, welches Pixel für Pixel prüft, welchen Zustand es hat und ob der Zustand mit dem des Originalbildes, welches als Masterteil eingelernt wurde, übereinstimmt. Ist dies der Fall, so hat jeder Bildpunkt den gleichen Wert wie das Bild vom Masterteil.
Auf diese Art wird jeder der 1447680 Pixel, die das Gesamtbild darstellen, ausgewertet. Bei 100 % Übereinstimmung entspricht das geprüfte Teil exakt dem Masterteil, die schwarze Fläche des Prüflings entspricht genau der des Masterteils. Damit wird der komplette Bildinhalt verglichen. So kann ein sehr genauer Bildvergleich, der alle Pixel des Bildes mit einbezieht, ausgeführt werden.
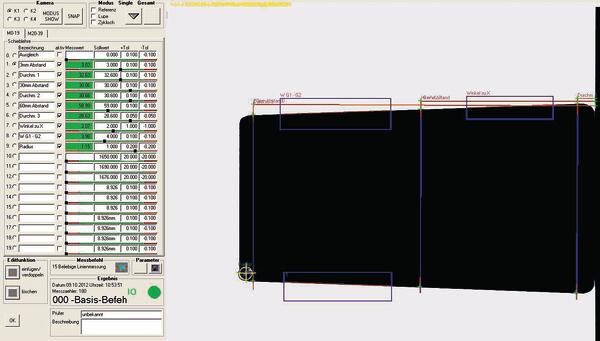
Um einen begrenzten Bildbereich zu prüfen, ist dieses Verfahren des Bildvergleichs lediglich in der interessierenden Bildregion anzuwenden. Dazu engt man die Region, für welchen der Bildvergleich angewendet werden soll, mittels grafischen Elementen wie Linien, Fenster oder Kreisen ein. Zur Längenmessung zieht man eine Linie über dem Bildausschnitt in welchem der Abstand zwischen zwei Objektkanten gemessen werden muss. Das Messprogramm vergleicht die Pixelwerte mit den per Masterteil eingelernten Werten und entscheidet zwischen gut und schlecht. Im Falle „gut“ hat das Objekt an dieser Stelle genau die gleichen Abmaße wie das Masterteil.
Die Genauigkeit, mit welcher die Länge des Produkts mit der des Masterteils gemessen wird, entspricht der Pixelgröße, im Beispielfall n mal 0,074 mm; „n“ entspricht der Anzahl der schwarzen Pixel. So kann man die Länge eines Teils im Bildfeld messen. Die Strecken können so auf 0,074 mm genau gemessen werden.
Zur Verbesserung der Messgenauigkeit wurden in der Kameramesstechnik Systeme mit Subpixelauflösung entwickelt. Solche Systeme erlauben heute eine Messauflösung, die bis zu 100 mal besser ist als die Pixelauflösung. Die Optoluchs-Vide-omessprojektoren verfügen über Softwarealgorithmen, die diese Subpixelauflösung realisieren und die bei Vergleichsmessungen angewendet werden. Die Einhaltung konstanter Randbedingungen hinsichtlich der Beleuchtung ist dabei erforderlich.
Angewendet auf die oben exemplarisch dargestellte Längenmessung ergibt sich folgende Verbesserung der Messgenauigkeit: Erhöhen wir die Auflösung der Kamera auf 139 200 x 104 000 Subpixel, so gilt das oben gesagte entsprechend. Dies ergibt 1 447 600 000 Subpixel für das gesamte Bild. Jeder Subpixel repräsentiert eine Bildfläche von 0,00074 mm x 0,00074 mm. In diesem Fall können die Strecken auf 0,00074 mm genau gemessen werden.
Dieses Prüfverfahren kann zur Qualitätskontrolle an Kegelrollen hervorragend verwendet werden. Bei der Wälzkörpervermessung stellt es sich folgendermaßen dar:
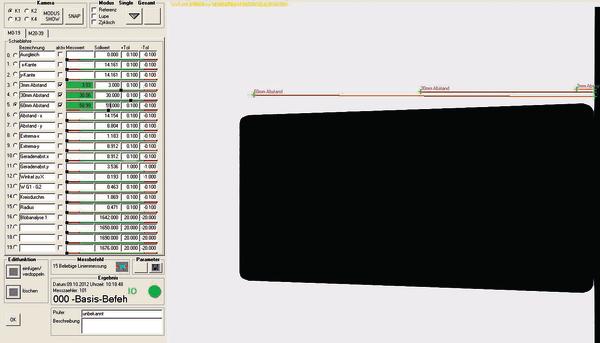
Ein Wälzkörper, der als Masterteil vermessen wurde, wird zunächst ins Messfeld gelegt. Dann wird der Prüfplan für die Vergleichsmessung eingerichtet. Das heißt, in durch die Zeichnung vorgegebenen Abständen werden Messlinien zur Durchmessermessung angelegt. Die Ist-Maße des Masterteils werden als Referenzmasse in den Prüfplan eingetragen.
Das Bildvergleichssystem kalibriert diesen Prüfplan durch Bildvergleich. Das heißt, die Software weist den Strecken, die die Messsoftware auf den eingerichteten Messmarken gemessen hat, die Istwerte des Masterteils zu. Somit wird jeder Messlinie ein Kalibrierfaktor zugewiesen, der durch den Istwert des Masterteils mittels Bildvergleichsmessung charakterisiert ist.
Damit sind diese Messlinien zur Durchmessermessung mittels Masterteil kalibriert. Testmessungen mit diesem Masterteil zeigen die Ergebnisse, die als Kalibrierwert im Prüfplan eingetragen sind.
Serienteile werden mit dem eingelernten Wert des Masterteils verglichen
Zur Kontrolle von Serienteilen werden diese in gleicher Weise wie das Masterteil ins Messfeld gestellt und per Knopfdruck mit dem eingelernten Wert des Masterteils verglichen, das heißt gemessen.
Die Messwerte werden mit der Maßtoleranz bewertet und in einer Tabelle gespeichert. Die Werte können in einer Gauß- und einer Verlaufs-Statistik grafisch dargestellt werden.
Jedes Serienteil wird auf diese Weise in wenigen Sekunden in seiner Qualität überprüfbar. Dabei ist die Korrektheit der Prüfung jederzeit durch Vermessung des Masterteils nachprüfbar. Dadurch charakterisiert diese Art der Produktkontrolle an Kegelrollen eine hohe Prüfsicherheit. Die Prüfergebnisse hängen dabei nur vom Masterteil, der sorgfältigen Kalibrierung der Messfenster im Prüfplan und der Auflösung des Messgerätes ab.
Das Prüfverfahren ist zudem vollkommen unabhängig von Bedienereinflüssen und kann von Hilfskräften und Fachkräften ausgeführt werden. Zudem lässt es sich für jede Produktkontrolle verwenden , bei welcher ein Schattenrissbild und ein Masterteil zur Verfügung stehen. Zur Ausführung einer Kontrollaufgabe sind die Produkte lediglich in gleicher Weise wie das Masterteil im Prüffeld zu positionieren. Dann ist nur noch ein Tastendruck erforderlich, mit welchem die Kontrolle ausgeführt wird. Alle Dokumentationsmöglichkeiten, die die Computertechnik bieten, können angewendet werden. ■
Teilen:







{kind=link}