




Die berührungslose optische 3D-Messtechnik passt sich immer besser in den Fertigungsprozess zur Sicherung von Qualitätsstandards ein. Flexible Prüftechnik und automatisierter Programmablauf optimieren den Messprozess. Der sich vollziehende Übergang von den 2D-Modellen zu den 3D-Modellen bringt eine neue Philosophie in die Qualitätsprüfung. Die kolibri-Familie – das sind Messautomaten für komplexe Teile unterschiedlichster Art. Die BRP-Rotax Gunskirchen zeigt wie man die optischen Messautomaten in die CA-Technologie integriert.
Wie sieht es gegenwärtig in Labors der Fertigungstechnik aus? Dort stehen eine oder auch mehrere Koordinatenmessmaschinen (KMG) der gängigen Anbieter, einige Geräte zur Oberflächencharakterisierung und zur Materialprüfung. Je nach Branche gibt es Bildverarbeitungsgeräte für die 2D-Prüfung. Nach optischen 3D-Scannern muss man schon Ausschau halten. Ein Computertomographiesystem (CT) leisten sich nur wenige. In der BRP-Rotax Gmbh Gunskirchen, Austria, wird seit 2001 der optische 3D-Digitalisierer kolibri duo von der IVB GmbH Jena, erfolgreich zur Erstbemusterung von Gussteilen eingesetzt.
Auswertung mit gängigen Programmen
Die Messsystemfamilie kolibri- das sind optische Messautomaten für unterschiedliche Messvolumina und Mobilitätsansprüche. Typische Einsatzgebiete sind die Erstbemusterung von Guss- und Biegeteilen, die Qualitätskontrolle von Werkzeugen und CAD/CAE-Anwendungen. Die Systeme arbeiten mit digitaler Streifenprojektion in Kombination mit photogrammetrischer Auswertung. Eine spezielle Multiview-Technik ergibt selbstkalibrierende Messabläufe, bei denen die absolute Lage und Einstellung der Kameras nicht mehr bekannt sein muss. Dies macht die kolibri-Familie sehr robust gegenüber Umwelteinflüssen (Langzeitdriften). Zusätzlich kommen die Systeme ohne die Verwendung von Passmarken oder Matching aus. Das Ergebnis ist eine hochgenaue Punktewolke, die mit verschiedensten Programmen (Raindrop geomagic (studio, qualify), InnovMetric (Polyworks), Metris (base, CADcompare, surface) weiterverarbeitet und ausgewertet werden kann, beispielsweise für den Vergleich mit CAD-Daten, für die Flächenrückführung, u.v.m.
Die kolibri-Familie, das sind: kolibri II, kolibri duo, kolibri 1500 und kolibri flex.
- kolibri II: Messautomat für Volumina von Ø 500 mm und einer Höhe von 300 mm. Ähnlich einer taktilen Messmaschine wird die für Projektor und Kameras zugängliche Szene erfasst (ausgenommen die Auflagefläche).
- kolibri duo: Messautomat für Volumina von Ø 400 mm und einer Höhe von 400 mm. Das Messobjekt kann rundum erfasst werden, bis auf sehr kleine Bereiche, an denen das Messobjekt im Messautomaten gehaltert ist.
- kolibri 1500:Um größere Teile vermessen zu können, wurde ein x-y-Tisch zur Messobjektaufnahme implementiert. Der Tisch hat eine wirksame Größe von 1500 mm x 1000 mm, so dass Teile von 1200 mm x 800 mm x 300 mm vermessen werden können.
- kolibri flex: Mobiler Messautomat auf der kolibri-Basis, bestehend aus einem Messkopf mit Projektor und 2 Kameras und einer drehbaren Messobjektaufnahme.
Vorzüge der Messautomaten
Die kolibri-Familie arbeitet mit vorinstallierten Messplänen. Diese Messpläne sind zugeschnitten auf die Makrotopographie des Messobjekts und auf deren Oberflächeneigenschaften. Man kann die Auflösung frei wählen und die Messzeit dem vorgegebenen Taktzeitregime anpassen. Das wird möglich durch Vorgabe der Projektorpositionen, der Anzahl und der Position der Kameras und der Aufgabe der Kameras im Messprozess. Mit 8 vorinstallierten Messplänen lassen sich ca. 80% der Messaufgaben abdecken. Somit ist es auch dem ungeübten Anwender möglich, komplexe Messaufgaben durchzuführen. Die Bedieneroberfläche ist so gestaltet, dass es nur weniger „Klicks“ bedarf, um die Messung zu starten.
Um die Sache zu illustrieren ist folgender Vergleich zutreffend. Der Messautomat ist so zu bedienen wie der Fotoapparat des Amateurfotografen, wohingegen die freien Sensoren die Erfahrung und das Wissen des Berufsfotografen brauchen.
Durchgehende Qualitätssicherung
Die BRP-Rotax GmbH&Co.KG ist Hersteller von Motoren in Fahrzeugen zur mobilen Freizeitgestaltung wie z.B. Snow Mobil, Water Scooter,…usw. Das Qualitätssicherungssystem ISO 9001 wird durchgängig angewandt. Es stehen moderne Mess- und Prüfgeräte, Koordinatenmessmaschinen und ein Rasterelektronenmikroskop zur Verfügung. Neuerdings gibt es den optischen Messautomaten kolibri duo, der vor allem in der Erstmusterprüfung eingesetzt wird.
Das Aufgabengebiet der BRP-Rotax Qualitätssicherung umfasst im wesentlichen drei Bereiche: Schwerpunkt ist die Erstbemusterung von Gussteilen, Kunststoffteilen, Stahlteilen, usw. Der zweite Prüfbereich ist die Überwachung der laufenden Serie. Drittens sind Lehren und Prüfvorrichtungen zu messen, die zur Kontrolle der Teile in der Fertigung eingesetzt werden.
Vor der Einführung von 3D-Modellen wurden die Erstmusterteile auf die „alte“ Art vermessen, es wurde jedes auf der Zeichnung vorhandene Maß vermessen. Nach der Einführung der 3D-Modelle wurden die Erstmusterteile an Dienstleister zum Scannen und Auswerten gegeben. Die konventionelle Erstmusterprüfung eines Zylinderkopfes dauerte früher ca. 2–3 Wochen. Es wurden bis zu 2000 Merkmale vermessen. Heute benötigt man zum Auswerten der Scandaten nur noch 2 Tage. Die Einführung der 3D-Modelle brachte eine Einsparung von ca. 50%, vorrangig bei der Konstruktion.
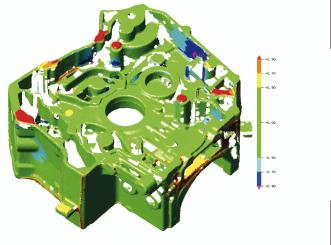
Die Erstbemusterung geschieht in folgender Weise: Zuerst wird z.B. das Guss-Rohteil (es wird zugeliefert) mit dem kolibri duo vermessen. Völlig unzugängliche Stellen werden mit dem Computertomographen geprüft. Ist das Gussrohteil ok, wird es für die mechanische Fertigung freigegeben. Die mechanische Bearbeitung wird taktil nachgemessen.
Der optische Messautomat kolibri duo hat seinen großen Wert in der Entlastung der teuren Koordinatenmessmaschinen und dessen Personal. Die hybride Lösung für die Erstbemusterung: Rohguss optisch – mechanische Bearbeitung taktil hat sich bei BRP-Rotax etabliert..
Die optischen Messautomaten kommen zu einem Zeitpunkt in die Fertigungsmesstechnik, an dem man sich darauf konzentriert, an allen Prozessstationen die CA-Technologie einzuführen. Dank dieser Technologie wird aus einzelnen Stationen eine geschlossene Prozesskette. Von der Konstruktion über den Modellbau bis zur Fertigung und Qualitätssicherung wird bei allen an der Prozesskette beteiligten Schritten mit einem CAD-Datensatz gearbeitet. Die optischen Messautomaten sind dafür bestens gerüstet.
Euromold Halle 9.1, Stand Nr. C25
QE 509
Teilen:







{kind=link}