

In der Qualitätssicherung sind heute Farbbildverarbeitungssysteme noch immer die Ausnahme. Man schätzt, dass nur ca. 5% der verwendeten Systeme Farben auswerten. Und das, obwohl diese meist eine höhere Erkennungssicherheit und weitergehende Prüfmöglichkeiten bieten. Eine kurze Einführung in die Theorie der Farbmessung und verschiedene Anwendungsbeispiele zeigen die Fähigkeiten der Farbauswertung.
Dipl.-Ing. (FH) Jochen Sander, Produktmanager für Bildverarbeitung bei Panasonic Electric Works Deutschland GmbH
Um zu verstehen, wie Farbsysteme eine höhere Erkennungssicherheit erreichen, sind ein paar Grundkenntnisse der Farbverarbeitung hilfreich.
Farbe lässt sich auf verschiedene Weise definieren. Aus dem PC-Bereich ist wahrscheinlich das RGB-Farbmodell bekannt, bei dem die Farbe eines Objektes durch die Anteile der Grundfarben Rot, Grün und Blau festgelegt wird. Dieses Modell ist für die industrielle Verarbeitung nicht besonders geeignet, denn die Parameter stammen nicht aus unserer Erfahrungswelt. In der Praxis haben wir es mit Helligkeits- oder Farbschwankungen zu tun.
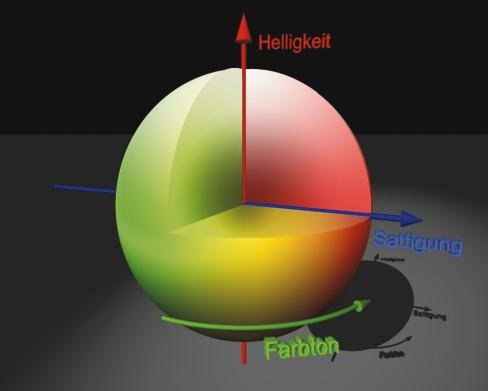
Das HSI-Modell bildet diese Beziehungen anschaulicher ab. Es verwendet drei Parameter: den Farbton (Hue), die Sättigung (Saturation) und die Helligkeit (Intensity). Man kann sich die Zusammenhänge zwischen den drei Komponenten am Besten in einem dreidimensionalen, kugelförmigen Modell vorstellen (Bild 1). Am Umfang der Kugel verläuft der Farbton. Ganz außen sind die intensivsten Farben, während zum Mittelpunkt hin die Sättigung immer weiter abnimmt, so dass in der Mitte nur noch Grau übrig bleibt. Die „Nord-Süd-Achse“ selbst bestimmt die Helligkeit. An der Spitze ist sie so hell, dass nur noch reines Weiß vorhanden ist, während am Fuß Schwarz liegt.
Farbbildverarbeitungssysteme erfassen damit gleichzeitig drei Parameter (Farbton, Sättigung und Helligkeit), während Grauwertsysteme nur die Helligkeit auswerten. Das erklärt die höhere Erkennungssicherheit. Ändert sich z.B. die Helligkeit durch Fremdlichteinfall, bleiben Farbton und Sättigung davon unbeeinflusst und können zur Auswertung herangezogen werden (z.B. Montagekontrolle, Bild 4).
Auch Verschmutzungen wirken sich nicht mehr so stark aus. Sind die Teile z.B. durch Staub oder Abrieb verunreinigt, ändert sich nur ihre Sättigung, d.h. sie werden grauer. Die restlichen Parameter Farbton und Helligkeit können immer noch ausgewertet werden.
Einsatz in der Praxis
Panasonic bietet zwei verschiedene Farbsysteme an. Den Vision-Sensor LightPix AE20 und das Kompaktsystem Imagechecker AX40.
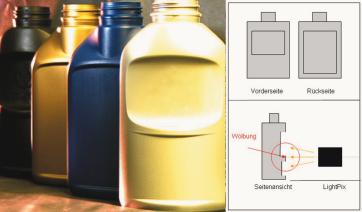
Der Vision-Sensor ist eine Kombination aus Bildverarbeitung und Sensorik (Bild 2). Im Sensorkopf sind alle erforderlichen Komponenten wie Beleuchtung, Optik und Auswertung enthalten. Vision-Sensoren eignen sich für einfache Aufgaben, bei denen klassische Optosensoren überfordert, aber ein Bildverarbeitungssystem überdimensioniert wäre. Ein klassisches Beispiel für diese Aufgabenklasse ist die Sortierung von Flaschen.
Sortierung von Flaschen
Zur Etikettierung von Kunststoffflaschen muss deren Lage erkannt werden, denn Vorder- und Rückseite unterscheiden sich aus Designgründen voneinander. Obwohl die Flaschen im Normalfall lagerichtig zugeführt werden, kann es vorkommen, dass sich eine Flasche gedreht hat. Diese gilt es zu erkennen und auszuschleusen. Dazu ist der Vision-Sensor LightPix AE20 seitlich neben dem Transportband montiert und wertet die Reflexionen der Seitenflächen aus (Bild 3). Dank seiner Farbauswertung und der integrierten Weißlichtbeleuchtung spielt die Farbe einer Flasche dabei keine Rolle.
Zusätzlich bietet der AE20 gegenüber klassischen Sensoren weitere Vorteile. Da sein Bildfeld die gesamte Seitenfläche erfasst, sind keine mechanischen Anpassungen bei einem Typwechsel nötig. Nur das passende Prüfprogramm muss von der Steuerung angewählt werden. Dank der kostenlosen Windows-Software lassen sich alle Konfigurationen des Sensors schnell und einfach erledigen. Es ist sogar möglich, neue Prüffunktionen in das Gerät zu überspielen. Die jeweils aktuellsten Programme stehen im Internet zum kostenlosen Download bereit.
Bei der Einrichtung helfen zahlreiche durchdachte Hilfsfunktionen, wie das Abstands-Pilotlicht oder die automatische Belichtungszeitanpassung. Für kleinere Anpassungen vor Ort kann anstelle des PC auch eine kleine Bedieneinheit mit LCD-Monitor oder ein Touchscreen verwendet werden.
Montagekontrolle
Für komplexere Aufgaben sind Kompaktbildverarbeitungssysteme, wie der Imagechecker AX40, besser geeignet. Bei ihnen ist die Auswerteeinheit von der Kamera getrennt, so dass sich diese problemlos vor Ort montieren lässt . Beleuchtung und Optik werden an den jeweiligen Aufgabenfall angepasst. Kompaktsysteme wie der AX40 verfügen über alle heute gängigen Bildverarbeitungsverfahren zur Sortierung, Montage-, Maß- oder Oberflächenkontrolle. Besonders der Konturvergleich erleichtert in Kombination mit der Farberkennung die Arbeit sehr.
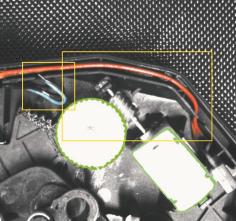
Bei einem Hersteller von Bremsmodulen für die Autoindustrie muss die Lage verschiedener Bauteile und der korrekte Anschluss mehrerer Kabelverbindungen an einer Bremsmechanik geprüft werden (Bild 4).
Die Kabel werden von Hand eingelegt und angeschlossen. Da die Kabel in ihrer Lage leicht schwanken und teilweise von Bauteilen verdeckt sein können, sind die Prüfbereiche (gelb) entsprechend groß gewählt. In ihnen wird die Anwesenheit der richtigen Kabelfarbe kontrolliert.
Die Kabel unterscheiden sich je nach Lieferant in ihrer Sättigung. Durch Reflexionen der Beleuchtung kommt es zudem zu Helligkeitsschwankungen. Dennoch ist eine sichere Prüfung möglich, denn der Farbton (rot oder blau) ändert sich nicht und wird zur Beurteilung herangezogen. Die Konfiguration ist dabei denkbar einfach. Zur Definition der Farbe wird diese einfach mit einem kleinen Prüffenster eingelernt. Dabei erkennt das Bildverarbeitungssystem automatisch die Schwankungen und wählt nur die homogenen Bereiche aus.
Für die Montagekontrolle der anderen Bauteile (Motorblock und Zahnrad) wird ein Konturvergleich verwendet. Dieser lässt sich, ähnlich wie bei der Kabelkontrolle, einfach über ein Referenzbild einlernen. Im Gegensatz zu anderen Prüfverfahren wird während der Kontrolle nicht das gesamte Bild, sondern nur der Umriss des Bauteiles verglichen. Das bietet viele Vorteile. Durch den Konturvergleich geht die Oberfläche des Musters nicht in die Kontrolle ein. So beeinflussen verschieden positionierte Typaufkleber auf dem Motor die Erkennung nicht. Auch Reflexionen auf dem Zahnrad haben keinen nennenswerten Einfluss. Da dem Algorithmus die Form des Bauteiles bekannt ist, wird dieses auch dann noch erkannt, wenn es teilweise verdeckt ist (z.B. Kabel liegt über dem Motor).
Ausblick
Die hier vorgestellten Beispiele sind nur eine kleine Auswahl für die vielen Einsatzmöglichkeiten von Farbbildverarbeitungssystemen. Noch sind sehr große Potentiale nicht erschlossen. Besonders im Bereich Verpackung und Nahrungsmittel sind Farbsysteme aufgrund der zu erfassenden Merkmale unumgänglich. Doch beträgt deren Umsatzanteil an konfigurierbaren Bildverarbeitungssystemen in Europa gerade einmal 2,5% (European Machine Vision Association, Marktstudie 2005). Auch im größten Segment der Bildverarbeitung, der Automobil- und deren Zulieferindustrie, sind Farbsysteme noch eher die Ausnahme als die Regel. Preisunterschiede dürften dafür kaum verantwortlich sein, denn die Preise für Farbsysteme liegen in der Zwischenzeit fast auf dem vergleichbarer Grauwertsysteme.
Vor dem Hintergrund der sichereren Auswertung durch die Berücksichtigung weiterer Parameter wie Farbton und Sättigung, sollte ihr Einsatz stets berücksichtigt werden.
Panasonic Electric Works Deutschland, Holzkirchen
QE 526
Teilen:







{kind=link}