
Dass Kennzahlen ein wichtiges Instrument für eine effektive und erfolgreiche Unternehmensführung darstellen, ist sicher unbestritten. Für das Management ist es alltägliche Normalität, dass betriebswirtschafliche Parameter wie Eigenkapitalrendite, Material- und Personalaufwandsquote oder Umsatzrentabilität als wichtige Entscheidungskriterien zur Verfügung stehen.
Dagegen ist der Stellenwert von Kennzahlen, die speziell die Belange der Fertigung berücksichtigen, auch heute noch deutlich geringer einzustufen. Das liegt zum einen daran, dass die Beschaffung von aktuellen, verlässlichen Daten aus der Produktion weit schwieriger als die von Zahlen aus der Buchhaltung ist. Zum anderen befürchten viele Unternehmen Akzeptanzprobleme und nutzen eher traditionelle Wege, als dass man sich über moderne Methoden der Fertigungssteuerung Gedanken macht und sich mit dem Aufbau von Regelkreisen auf der Basis von Kennzahlen beschäftigt.
Zugegeben: jedem der sich in der Vergangenheit mit Kennzahlen aus der Produktion befasst hat, wurden relativ schnell die Grenzen und Probleme aufgezeigt. In diesem Zusammenhang können zum Beispiel Punkte wie fehlende allgemeingültige Kennzahlendefinitionen, die einen objektiven Vergleich erst ermöglichen, das mühsame Beschaffen der Basisdaten und das aufwändige Zusammenführen in Excel-Tabellen oder die damit nur sehr schwer zu erreichende, jedoch zwingend notwendige Aktualität der Auswertungen genannt werden.
Betrachtet man die aktuelle Situation, haben sich heute die Voraussetzungen zum Aufbau von Kennzahlensystemen für die Produktion signifikant verbessert. So hat sich beispielsweise der VDMA des Themas angenommen und im Arbeitskreis MES das Einheitsblatt 66412–1 erarbeitet, das eine Sammlung von Kennzahlen (Key Performance Indicators) für den Bereich der Fertigungssteuerung und -überwachung zur Beurteilung und Festlegung der Zielvorgaben von Fertigungsprozessen enthält. Dazu gehören unter anderem Parameter wie Mitarbeiterproduktivität, Beleggrad, Nutzgrad, OEE-Index, Effektivität, Qualitätsrate, Rüstgrad, Prozessgrad, First Pass Yield, Nacharbeitsquote oder Maschinenfähigkeitsindex, um nur einige Beispiele zu nennen.
Erfreulicherweise werden in diesem Dokument nicht nur die Grundlagen und die Formeln zur Berechnung aufgezeigt, sondern es wird auch beschrieben, welch wichtige Rolle Manufacturing Execution Systeme (MES) in diesem Kontext spielen und welche Basisdaten mit deren Unterstützung erfasst werden können. Außerdem wird verdeutlicht, dass alle Prozesse und Ressourcen zu betrachten sind, die eine zeitnahe Auswirkung auf den Produktionsprozess haben. Derartig wirkungsvolle, korrelative Betrachtungen setzen natürlich voraus, dass die Daten aus Systemen zur Betriebsdatenerfassung (BDE), Maschinendatenerfassung (MDE), Qualitätsdatenerfassung (CAQ), logistischen Datenerfassung (Traceability), zum Maßnahmenmanagement und zur Personalzeiterfassung (PZE) ohne aufwändige Schnittstellen im MES zusammengeführt werden. Hier haben integrierte Systeme wie zum Beispiel das MES HYDRA der MPDV Mikrolab deutliche Vorteile, weil sie von Hause aus so konzipiert sind, dass alle Daten aus den Bereichen Fertigung, Personal und Qualität in einer integrierten Datenbank gespeichert und von hier aus weiter verarbeitet werden.
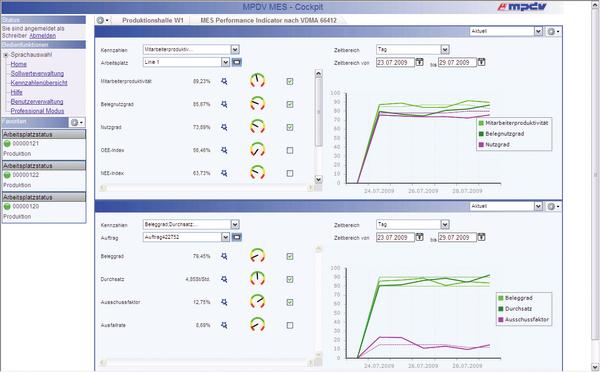
An dieser Stelle setzt eine weitere wichtige Forderung an. Je nach Betrachtungshorizont müssen die Daten in unterschiedlichem Maße verdichtet, in übersichtlicher Art und Weise visualisiert sowie in Form der vorher definierten Kennzahlen zeitnah zur Verfügung gestellt werden. Als Beispiel hierzu soll stellvertretend das Browser-basierte MES-Cockpit von MPDV Mikrolab erwähnt werden. Es zeichnet sich dadurch aus, dass es nahtlos auf die umfangreichen Datenbanken von MES-Systemen aufsetzt und darüber hinaus bei Bedarf auch korrelierende Daten aus dem ERP, dem Lagerverwaltungssystem, aus Messeinrichtungen oder anderen angrenzenden Systemen übernehmen kann. Die weitere Verarbeitung und Visualisierung der verdichteten Daten nimmt das MES-Cockpit in der Form vor, die vom Anwender im Rahmen des Customizings selbst vorgegeben wurde. Im letzten Schritt hat der Anwender die Möglichkeit, eigene Dashboards zu gestalten, damit die Kennzahlen in der Form angezeigt werden, die dem Blickwinkel des jeweiligen Betrachters, das heißt vom Werker in der Produktion, über die Meister oder andere fertigungsnah agierenden Mitarbeiter bis hin zum Management, gerecht wird. Dabei ist das MES-Cockpit so einstellbar, dass es in einer übergeordneten Anzeige zunächst den schnellen Überblick über alle Kennzahlen ermöglicht und – sofern erforderlich oder gewünscht – auf Knopfdruck die Sicht auf Details über Drilldown-Funktionen zulässt.
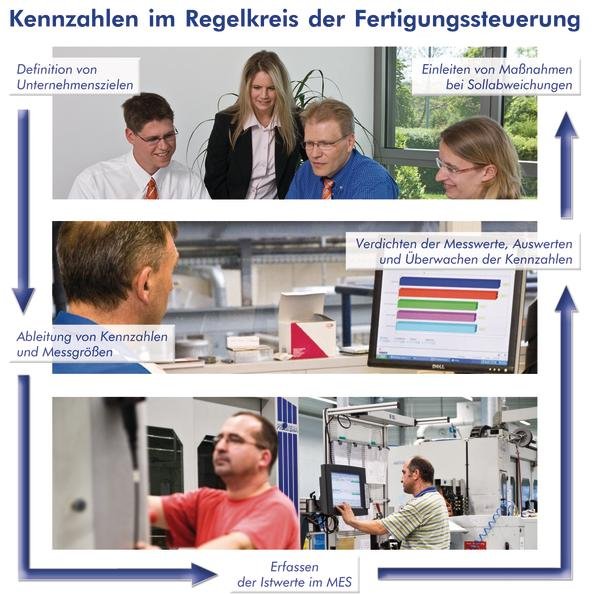
Einen signifikanten Qualitätssprung versprechen Kennzahlensysteme, wenn diese nicht nur für die Problemerkennung und Informationsgewinnung genutzt werden, sondern direkt in den Regelkreis der Fertigungssteuerung einbezogen werden. Dazu ist es erforderlich, dass Ziele auf Managementebene definiert, danach auf die unterlagerten Ebenen, speziell natürlich für die Fertigung, heruntergebrochen und permanent überwacht werden. Über die Erfassung der Messgrößen im MES, deren Zusammenfassung zu Kennzahlen, dem kontinuierlichen Vergleich mit den Zielvorgaben und dem sofortigen Signalisieren, wenn Zielabweichungen mittels individuell definierter Warn- oder Eingriffsgrenzen erkannt werden, lässt sich ein perfekter Regelmechanismus aufbauen. Über die beschriebenen Drilldown-Funktionen kann man bis auf die einzelnen Messgrößen herunter detaillieren, Korrelationen zu anderen Produktionsparametern erkennen und so die Fertigungsprozesse über alle Ressourcen hinweg in ihrer Gesamtheit betrachten. Systeme wie das MES-Cockpit von MPDV sind zudem in der Lage, über entsprechende Grafikfunktionen Trends aufzuzeigen, sodass ein verantwortlicher Mitarbeiter bereits vor dem Eintreten von kritischen Situationen oder der Verletzung von unternehmerisch definierten Grenzwerten reagieren und gegensteuern kann. Wurden daraufhin Maßnahmen eingeleitet, die zum Beispiel einen Anstieg des Ausschussgrads verhindern, lässt sich durch erneute Trendanalysen im MES-Cockpit die Wirksamkeit der Korrekturen im laufenden Produktionsprozess ermitteln.
Will man darüber hinaus der ständig ansteigenden Informationsflut und der Notwendigkeit der dauernden Beobachtung der Dashboards entgegen wirken, lassen sich zeitgemäß konzipierte Kennzahlensysteme so konfigurieren, dass die Anwender proaktiv über E-Mails, PopUp-Fenster oder Mobiltelefone und SMS informiert werden, wenn die Warngrenze bei einer der Kennzahlen über- oder unterschritten wurde. Das MES-Cockpit von MPDV nutzt zu diesem Zweck das integrierte Eskalationsmanagement, mit dem sich ein individueller Workflow zum Generieren und Weiterleiten von Informationen einrichten lässt.
Neben allen technischen Betrachtungen müssen jedoch auch organisatorische und menschliche Belange bei der Einführung von Kennzahlensystemen berücksichtigt werden. Nur wenn von Beginn an die Akzeptanz der Menschen, die tagtäglich mit dem System arbeiten, geschaffen wird, sind Probleme bei der Arbeit mit den Kennzahlen zu vermeiden. Dazu gehört, dass die betreffenden Mitarbeiter bei der Definition der Produktionsparameter und deren Zielwerte mit einbezogen werden, dass ihnen die Auswertungen in ergonomischer, übersichtlicher Form angezeigt werden und dass die Kennzahlen in allen Ebenen des Unternehmens gelebt werden. Dazu gehören persönliche Auswertungen in den entsprechenden Gesprächsrunden, das gemeinsame Beschließen von Verbesserungsmaßnahmen und die Kontrolle des Erreichten. Zukunftsorientierte, offen geführte Unternehmen gehen sogar soweit, dass Kennzahlen aus der Fertigung öffentlich über Displays oder Aushänge kommuniziert werden und damit für jeden adhoc ersichtlich ist, welches Ergebnis der gesamte Betrieb oder einzelne Abteilungen erreicht haben.
MPDV Mikrolab, Mosbach www.mpdv.de
Teilen:







{kind=link}