


Im Fahrzeugbau spielen die Winkel zwischen den Teilen eines Antriebsstranges (Kardanwelle) für das Schwingungsverhalten am Fahrzeug eine wichtige Rolle. Besonders bei großen Drehzahlen und Drehmomenten machen sich Abweichungen von der Solllage der Antriebswellen durch Geräusche und Vibrationen bemerkbar und führen zu Qualitätseinbußen. Es ist daher erforderlich, die Winkel zwischen den einzelnen Gelenkwellensegmenten sowohl bei der Herstellung als auch bei Servicearbeiten am Fahrzeug definiert einzustellen bzw. zu kontrollieren.
Engelbert Hofbauer Dipl.-Ing. (FH), Leiter der Fa. Hofbauer Optik Mess- & Prüftechnik, München; Heiner Wiedmann Dipl.-Phys. ist freier Mitarbeiter bei Hofbauer
Mit dem bisherigen Messverfahren ist man im Entwicklungszentrum der DaimlerChrysler AG in Sindelfingen hinsichtlich der Genauigkeit, Handhabung sowie der Dokumentierbarkeit längst an die Grenzen gestoßen. Aus diesem Grund wurde ein neues Messsystem gesucht, das weitergehende Anforderungen erfüllt. Ein neues, zum Patent angemeldetes Messverfahren (Auswertung mittels Bildverarbeitung) wird untersucht und die Ergebnisse werden vorgestellt.
Bisherige Messverfahren nicht immer ausreichend
Die derzeit im Einsatz befindliche Verfahren sind:
- 1. Mechanische Lotmesseinrichtung
- 2. elektronische Neigungsmesser
- 3. Taktiles Längenmesssystem
- 4. Bosch-Projektionssystem
Die ersten beiden Verfahren können nur innerhalb der vertikalen Ebene Messwerte liefern und scheiden für 2-achsige (räumliche) Winkelmessung aus.
Das Problem bei taktilen Verfahren ist, dass die Gelenkwelle während der Messung um 180° verdreht und dazu das Fahrzeug ein Stück verschoben werden muss. Der in der Praxis meist verwendete Bosch-Projektor wurde ursprünglich zur Spur- bzw. Sturzmessung eingeführt.
Es arbeitet nach dem Prinzip des Diaprojektors, bei dem ein Dia mit zwei senkrecht zueinander stehenden Längenskalen an dem planen Messspiegel (an der Gelenkwelle montiert) reflektiert und auf einen Auffangschirm am Projektor abgebildet wird. Die Verschiebung des Skalenbildes bei Drehung des Messspiegels ist für kleine Winkel proportional zur Winkeländerung des Messspiegels.
Nachteile des Verfahrens:
- geringe Winkelauflösung (ca. 0,08° = 5′ Skalenteilungswert)
- Winkelwert ist nicht unabhängig vom Messabstand
- Nullpunktsverschiebung beim Scharfstellen der Optik durch mech. Spiel
- Keine direkte PC-Auswertung bzw. automatisierte Dokumentation möglich
Aufgabenstellung
Gesucht wurde deshalb ein neues Winkel-Messsystem, mittels dessen die statischen Gelenkwellenwinkel (auch „Knickwinkel“ genannt) an mehrgliedrigen Antriebswellen in 2 senkrechten Ebenen (horizontale und vertikale Ebene) gleichzeitig gemessen werden können.
Dabei ist ein großer Messbereich von mindestens 5° (+/-2,5°) bei einem relativ großen und variablen Messabstand von 300 bis 1.200 mm erforderlich. Innerhalb der Messbereichsgrenzen ist eine Linearitätsabweichung von kleiner +/- 0,03° bzw. 1,8′ (Wmin) gefordert. Die Messwerte sollen gemäß den Anforderungen des Qualitätsmanagementsystems dokumentiert, also mittels PC ausgewertet, gespeichert und gedruckt werden können.
Alle bekannten Winkel- messverfahren scheiden aus
Das Laserinterferometer mit Winkeloptik, Laser mit teilweise transparenten, in Paaren angeordneten (sog. ALMY-Sensoren) oder mit Abbildungsoptik versehenen (Alignmeter) positionsempfindlichen Detektoren sind für Winkelmessungen prinzipiell geeignet, können jedoch die Messaufgabe nicht im vollen Umfang erfüllen.
Auch das klassische Autokollimationsfernrohr, welches ähnlich wie der Bosch-Projektor mit einem Planspiegel arbeitet, ist prinzipiell für solche Messaufgaben geeignet, da die Winkelmesswerte unabhängig vom Messabstand und zudem sehr genau sind. Beim geforderten Messabstand von bis zu 1200 mm ist der Messbereich von +/-2,5° allerdings bei weitem nicht erreichbar (max. +/- 1,1°).
Neues optisches Winkelmessgerät überwindet Grenzen
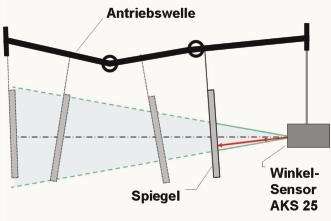
Der Fa. Hofbauer Optik Mess- & Prüftechnik ist es nun gelungen, ein neues Mess- und Auswerteverfahren zu entwickeln, bei dem die geforderten Bedingungen in hervorragender Weise erfüllt werden können. Der horizontale und der vertikale Winkel können gleichzeitig ermittelt werden. Der Winkel-Messbereich kann selbst bei höheren Messentfernungen (300 – 3000 mm) sehr groß (bis 9,5°) gehalten werden. Das neue Messprinzip wurde im wesentlichen aus den Funktionen eines Projektors und eines Autokollimationsfernrohres abgeleitet. Ein den Winkeländerungen unterworfener Messspiegel wird dabei von einem vom Sensor ausgehenden, divergenten Lichtkegel beleuchtet. Die Strahlenbündel des Lichtkegels werden am Spiegel reflektiert, wobei ein Teil des Lichtes dabei in sich zurückreflektiert wird. Dieser Teil tritt wieder in den Winkelsensor ein und erzeugt einen hellen Lichtpunkt auf einem positionsempfindlichen Detektor. Die Lage des Lichtpunktes zum Nullpunkt bzw. zum Referenzpunkt y welcher erfasst und ausgewertet wird, ändert sich proportional zum Winkel a des Spiegels (Winkel gegen die optische Achse).
Dabei gilt:
a = arctan (y/f) mit
a = Winkel bzw. Winkeländerung
y = Lageverschiebung des Lichtflecks quer zur opt. Achse am Sensor
f = Brennweite der Abbildungsoptik
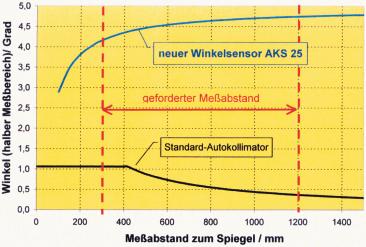
Der max. Messbereich ergibt sich im wesentlichen aus der Größe des Sensors sowie der Brennweite der Optik. In einer ersten Entwicklungsstufe konnte ein Messbereich von 8,4° bis 9,4° innerhalb des Messabstandes von 300 bis 1200 mm erzielt werden. Abb. 4 zeigt den Winkelmessbereich (halber Winkel) des hier vorliegenden Prototypen als Funktion des Messabstandes im Vergleich zum klassischen Autokollimator.
Die grundsätzliche Neuerung bei diesem zum Patent angemeldeten Verfahren liegt darin, dass durch eine spezielle Anordnung immer genau das Strahlenbündel ausgewertet wird, dessen Hauptstrahl senkrecht auf den Spiegel trifft. Da dieser damit in sich zurückreflektiert wird, gelangt er naturgemäß immer durch die Austrittsöffnung in das Messgerät zurück. Eine Vignettierung (Abschattung) wie sie beim Autokollimationsfernrohr auftritt ist also nicht vorhanden. Der Winkelmessbereich ist somit nicht vom Linsendurchmesser abhängig.
Lediglich der Messspiegel muss so groß sein, damit ein Teil des divergenten Lichtbündels senkrecht auftreffen kann (je größer Messabstand und Winkelmessbereich, desto größer der Spiegel). Im vorliegenden Fall wird ein Spiegel von 200 x 140 mm verwendet.
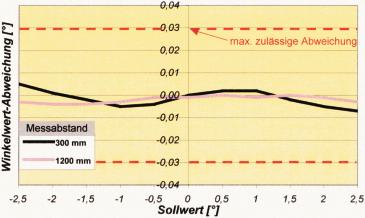
Die geforderte Linearität der Winkelmessgenauigkeit mit +/- 0,03° innerhalb des Messabstandes von 300 und 1200 mm wurde mit einer maximalen Abweichung von –0,007° und +0,005 beim Prototypen deutlich unterboten.
Abb. 5 zeigt die Abweichung des Messwertes vom Sollwert in vertikaler Messrichtung bei den Messabständen 300 und 1200 mm. Die Wiederholbarkeit liegt im Bereich von 0,001° (eingestellte Auflösung der Auswertesoftware); kleinere Zielwerte wurden dabei nicht weiter untersucht.
Spezielle Bildver- arbeitungsalgorithmen erfassen den Lichtfleck.
Die Lage des Lichtflecks wird über Software-Algorithmen ermittelt und der Winkelwert als Zahlengröße bezüglich eines Bezugspunktes (Referenzpunktes) ausgegeben. Die verwendete Software wurde von der Fa. imess, Witten für den vorliegenden Fall speziell entwickelt. Die Software beinhaltet alle notwendigen Funktionen, die für den Messablauf, inklusive Dokumentenmanagement, nötig sind. Die Funktionen beinhalten die Übernahme und Verwaltung von Fahrzeugdaten aus einer bestehenden Oracle-Datenbank mit Fahrzeugbezeichnung, Prüfer, Anzahl der Messpunkte, Sollwerte und die jeweilige Plus- und Minustoleranz für jeden Messpunkt.
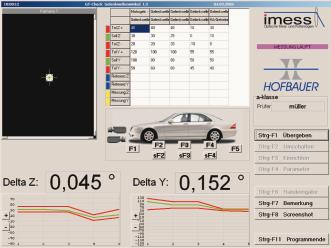
In Abb. 6 ist die Softwareoberfläche nach dem START der Messung dargestellt. Die Solldaten (Tabelle) werden ins Programm übernommen und der aktuelle Winkelmesswert wird numerisch auf der Softwareoberfläche angezeigt. Der Bediener richtet die einzelnen Messungen ein und übernimmt per Mausklick den aktuellen Messwert. Die gemessenen Werte werden sowohl numerisch (Tabelle) als auch grafisch (Diagramm) für beide Richtungen (y,z) dargestellt (s. Abb. 6). Bei Beendigung der Messung werden die Messwerte mit den Fahrzeugdaten in der Datenbank abgespeichert.
Zusammenfassung
Innerhalb des Messabstandes von 300 bis 1.200 mm wurde mit dem neu von der Fa. HOFBAUER entwickelten Messverfahren ein Messbereich von mehr als Faktor 1,6 gegenüber den geforderten 5° realisiert. Genauigkeit, Auflösung und Reproduzierbarkeit konnten mehr als 20-fach bzw. 40-fach gesteigert werden. Die Messspannenabweichung liegt innerhalb von +0,005° (+0,3′) und –0,007° (-0,4′) und ist damit über den gesamten Messabstandsbereich um 75 % unterhalb der geforderten Genauigkeitsgrenzen.
Die Messung und das Handling sind sehr sicher und die moderne Software (mit Operator- und Service-Modus) erlaubt auch angelernten Kräften den sicheren Umgang mit dem Messsystem einschließlich Dokumentenmanagement. Alle Anforderungen sind in hohem Maße erfüllt worden; das Messsystem ist erfolgreich bei der DaimlerChrysler AG in Sindelfingen im Einsatz.
Ausblick
Für die Zukunft sind Winkelmessbereiche von +/- 10° (im Laborversuch bereits realisiert) bis +/- 20° mit entsprechend modifizierter Anordnung angestrebt. Die Linearität wird wie im vorliegenden Fall je nach Anordnung ohne Korrektur bei voraussichtlich ca. 0,1% bis 1% des Messbereiches liegen Mit Korrektur sind Genauigkeiten im Bereich der Wiederholgenauigkeit von ca. 0,025% zu erwarten.
QE 507
Teilen:







{kind=link}