
Zur spanenden Bearbeitung kommen verschiedene Werkzeuge mit Wendeschneidplatten zum Einsatz. Entsprechend groß ist der Markt für derartige Schneidplatten sowohl in Deutschland als auch weltweit. Um den hohen Qualitätsanforderungen der Kunden gerecht zu werden, existieren in der Wertschöpfungskette von Wendeschneidplatten zahlreiche Mess- und Prüfaufgaben, wie beispielsweise die Prüfung der Schneidkanten auf Ausbrüche. Da es sich bei den notwendigen Prüfaufgaben meist um Sicht- bzw. Sortierprüfaufgaben handelt, bietet sich die industrielle Bildverarbeitung an, diese manuellen Prüfprozesse zu automatisieren und zu objektivieren.
Prof. Dr.-Ing. Robert Schmitt, Inhaber des Lehrstuhls für Fertigungsmesstechnik und Qualitätsmanagement, Leiter der Abteilung Produktionsmesstechnik & Qualität des Fraunhofer Instituts für Produktionstechnologie (IPT) Dipl.-Ing. René Hermes, wissenschaftlicher Mitarbeiter am Lehrstuhl für Fertigungsmesstechnik und Qualitätsmanagement des WZL, Leiter der Gruppen Prüftechnik in Produktionsketten und Modellbasierte Messtechnik und Simulation. Eng. José Luiz Bittencourt, Mitarbeiter am Lehrstuhl für Fertigungsmesstechnik und Qualitätsmanagement des WZL und Spezialist industrielle Bildverarbeitung
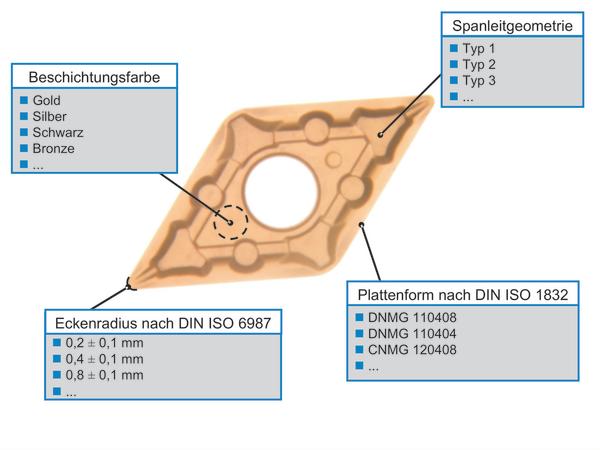
Ein am Werkzeugmaschinenlabor WZL der RWTH Aachen entwickeltes Machine-Vision-System prüft automatisiert vor diesem Hintergrund die vier kritischen Qualitätsmerkmale: Beschichtungsfarbe, Plattenform, Spanleitgeometrie und Eckenradius.
Prüfaufgaben
Derzeit werden einige wichtige Produktionsschritte von Wendeschneidplatten manuell geprüft. Hiermit einher geht ein auf Monotonie und Ermüdungserscheinungen zurückzuführender statistischer Fehlerschlupf, der je nach Sortier- bzw. Prüfaufgabe 5 bis 35 Prozent betragen kann.
Eine manuelle Sortieraufgabe ist beispielsweise das Abchargieren bzw. das Trennen von zur PVD- bzw. CVD-Beschichtung zusammengefassten Losen. Beim Prozessschritt des Chargierens werden Gestelle mit Wendeschneidplatten bestückt, um diese anschließend zu beschichten. Aufgrund der aufwändigen Vorbereitungen und der langen Prozesszeiten werden für einen wirtschaftlichen und prozesssicheren Betrieb der Beschichtungsanlagen verschiedenste Fertigungslose zusammengefasst. Aus diesem Grund befinden sich verschiedenste Schneidplattentypen mit teilweise nur kleinsten Unterschieden, z.B. Eckenradius oder der Spanleitgeometrie, in den Anlagen. Bei der nachfolgenden Verpackung besteht daher die Gefahr, dass diese vertauscht werden.
Für das im Anschluss an die Beschichtung notwendige Abchargieren der Gestelle gibt es derzeitig kein automatisiertes System, so dass bei den Herstellern und Beschichtern von Wendeschneidplatten kostenintensiv manuell abchargiert, geprüft und verpackt wird [1]. Bei diesen Prüfungen werden nahezu gleiche Schneidplattentypen sortiert, die sich lediglich im Eckenradius, der Plattenform oder der Spanleitgeometrien unterscheiden.
Zusätzlich befinden sich in der Wendeschneidplattenproduktion gleiche Schneidplatten mit lediglich unterschiedlicher Beschichtungsfarbe im Umlauf, die je nach Stabilität des Beschichtungsprozesses oder Oxidationszustand vom Farbton sehr ähnlich erscheinen. Diese Schneidplatten können bei manueller Verpackung schnell verwechselt werden oder dürfen teilweise gar nicht erst ausgeliefert werden, da die Variation in der Beschichtungsfarbe auf eine schlechte Beschichtungsqualität rückschließen lässt.
Durch Auslieferung von Wendeschneidplatten mit falschem Eckenradius kann es zu Maßfehlern, durch eine falsche Spanleitgeometrie zu ungünstigen Spanformen (z. B. Band- oder Wirrspäne) oder durch eine falsche bzw. fehlerhafte Beschichtung zu erhöhtem Werkzeugverschleiß kommen. Hierdurch werden der Serienprozess negativ beeinflusst und unnötige Kosten verursacht.
Prüfung mittels MVS
Die Qualitätsmerkmale Beschichtungsfarbe, Plattenform, Spanleitgeometrie und Eckenradius werden von einem am Werkzeugmaschinenlabor WZL der RWTH Aachen entwickelten Machine Vision System (MVS) automatisiert geprüft (Bild 1).
Auf diese Weise können die Fehlerschlupfraten und die Prüfzeiten gesenkt, eine lückenlose und wirtschaftliche Qualitätsdokumentation realisiert sowie manuelle Prüfaufgaben substituiert werden (Abbau von monotonen und belastenden Arbeitssituationen). Gleichzeitig werden mittels industrieller Bildverarbeitung die Entscheidungen gegenüber einer manuellen Prüfung transparenter und nachvollziehbarer.
Das entwickelte System kann entweder als autonome Prüfzelle in die Wendeschneidplattenproduktion integriert werden oder zur Erweiterung handelsüblicher Verpackungs- oder Schleifmaschinen genutzt werden.
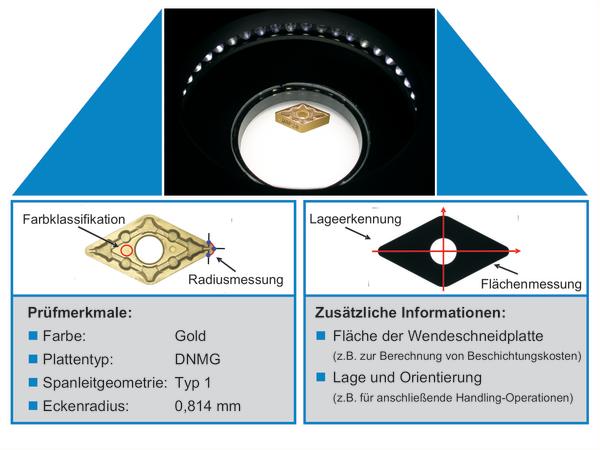
Um die Außenkontur, die Schneidplattenoberfläche und die Spanleitgeometrie kontrastreich abzubilden sowie die Beschichtungsfarbe unverfälscht wiederzugeben, kommt eine der Prüfaufgabe angepasste Beleuchtungseinheit zum Einsatz. Mit dieser kann in einem Wendeschneidplattenbild der Eckenradius gemessen, die Farbe klassifiziert und die Plattenform und die Spanleitgeometrie geprüft werden. Als Kamera kommt eine 1-Chip-CCD-Farbkamera mit einer Auflösung von 1280 x 960 Pixeln zum Einsatz. Diese Systemkonfiguration prüft, in Kombination mit der eingesetzten Optik, Schneidplatten bis zu einer Länge von 30 mm, bei einer Pixelauflösung von 20 µm. An dieser Stelle sind je nach gewählter Kamera auch geringere Auflösungen bzw. größere Schneidplattenlängen realisierbar.
Dreistufige Auswertung
Die Prüfung der vier Qualitätsmerkmale erfolgt in drei Stufen. Im ersten Bildverarbeitungsschritt wird die Beschichtungsfarbe klassifiziert. Untersuchungen haben gezeigt, dass die gebräuchlichen Beschichtungsfarben Gold, Silber, Bronze und Schwarz robust mit einer 1-Chip-CCD-Farbkamera klassifiziert werden können.
Dadurch, dass die genutzte Auflichtbeleuchtung an der Spanleitgeometrie Schatten projizieren kann, sind nicht alle Bereiche der Schneidplatte als Prüfort geeignet. Daher muss dem System einmal für jeden Wendeschneidplattentyp eine Region of Interest (ROI) geteacht werden. Anhand einer Blob-Analyse (Extraktion von Lage- und Geometrieinformationen aus einer Bildregion) ist es anschließend möglich, die Beschichtungsfarbe bei beliebig orientierten Schneidplatten dieses Typs zu prüfen [2].
Um die Plattenform sowie die Spanleitgeometrie zu überprüfen, kommt im zweiten Bildverarbeitungsschritt ein geometriebasiertes Pattern Matching zum Einsatz. Dies speichert, anhand des selben Eingangsbildes, die geometrischen Merkmale des zu klassifizierenden Objektes als Template ab [3]. Hierdurch wird das Problem des klassischen Pattern Matching umgangen, dass Objektteile mit einer kleinen Fläche, wie Teile der Spanleitgeometrie, nur wenig zur Berechnung des grauwertbasierten Korrelationskoeffizienten beitragen.
Die geometrischen Details des Schneidplattentyps werden in einer einmaligen Trainingsphase pro Wendeschneidplattentyp durch entsprechende Bildoperationen hervorgehoben und in vektorieller Form als Template abgelegt.
In der Erkennungsphase sucht das geometriebasierte Pattern Matching in den Bildern der zugeführten Schneidplatten diese geometrischen Informationen. Wichtig ist, dass die zu untersuchenden Bilder, wie das dem Template zugrunde liegende Bild, vorverarbeitet werden. Durch die Speicherung der Daten in vektorieller Form ergibt sich eine hohe Robustheit gegenüber Orientierungsschwankungen der Schneidplatten. Diese Eigenschaften prädestinieren das geometriebasierte Pattern Matching besonders für die Erkennung komplexer Objekte in der industriellen Fertigung, wie z.B. die Lagebestimmung von Werkstücken für ein Roboterhandling oder Objekte mit filigranen Oberflächenstrukturen wie Wendeschneidplatten mit Spanleitgeometrie.
Im abschließenden dritten Bildverarbeitungsschritt wird der Eckenradius gemessen. Hierzu wird dem System einmalig der Sollradius des zu prüfenden Wendeschneidplattentyps mitgeteilt. Anhand dieses Sollradius parametriert sich die Algorithmik zur Konturerkennung mittels Suchstrahlverfahren, extrahiert die genaue Position des Eckenradius anhand des Grauwertverlaufs und misst den Eckenradius subpixelgenau (Bild 2).
Die Prüfmittelverwendbarkeit des MVS wurde gemäß VDA 5 bewertet. Hierbei wurde die kleinste prüfbare Toleranz Tmin bei einem Eignungsgrenzwert GPP von 0,2 unter industriellen Bedingungen zu 0,19 mm bestimmt. Die nach DIN ISO 6987 geforderte Toleranz von 0,2 mm bei Eckenradien lässt sich somit sicher und ohne Pseudo-Ausschuss mit diesem System und der gewählten Kamera prüfen.
Literatur
[1] Malle, K.: Dreifach Kompetent. Werkzeughersteller beschichtet selbst. VDI-Z, Spezial Werkzeuge, Nr. I, S. 26–28, 2006
[2] Pfeifer, T.: Fertigungsmesstechnik. München: Oldenbourg Verlag, 2. Auflage, 2001
[3] Demat, Ch.; Streicher-Abel, B.; Waszkewitz, P.: Industrielle Bildverarbeitung. Wie optische Qualitätskontrolle wirklich funktioniert. Berlin: Springer Verlag, 2. Auflage, 2002
Werkzeugmaschinenlabor, RWTH Aachen
QE 523
Teilen:







{kind=link}