



Wenn Qualität messbar sein soll, dann muss auch Komfort messbar sein. Zumindest im sensiblen Bereich der Automobil- und hier speziell der Innenraum-Ausrüstung ist das so zu sehen. Denn nur wenn der visuelle Eindruck mit der Haptik und beides wiederum mit der geforderten Funktionalität übereinstimmt, wird dem jeweiligen Benutzer das erwartete Qualitätsgefühl vermittelt.
Edgar Grundler, Fachjournalist, Allensbach
Die wachsenden Qualitätsansprüche der Kunden an Automobile aller Art sind sowohl für die Hersteller als auch deren Zulieferer Fluch und Segen zugleich. Zum einen erlaubt ein hoher Qualitätslevel in Design, Ausrüstung und Funktionalität eine wirtschaftlich interessantere Preisgestaltung; zum anderen stellt eine hohe und vor allem reproduzierbare Qualität der Teile und Baugruppen die unerlässliche Basis für einen möglichst hohen Automatisierungsgrad in der Fertigung und hier besonders auch in der Endmontage dar. So weit so gut, doch die Ansprüche der Kunden, gerade im Hinblick auf ein angemessenes Preis-/Leistungsverhältnis, beziehen alle denkbaren subjektiven und objektiven Aspekte mit ein; angefangen beim Design, der Sicherheit und Funktionalität bis hin zur Ergonomie und dem haptischen Empfinden. Demnach müssen die Fahrzeuge nicht nur einzelnen, sondern einer ganzen Reihe von allgemeinen und speziellen Anforderungen genügen. Oder anders ausgedrückt: Wenn der Drehschalter für die Einstellung der gewählten Position einen relativ hohen Kraftaufwand erfordert, und schließlich auch noch mit einem „hässlichen Klacken„ einrastet, dann wird das Qualitätsgefühl insgesamt doch ziemlich getrübt. Und wenn dann noch der linke Drehschalter leichter zu betätigen ist als der rechte, dann weicht dem zunächst nur subjektiv negativ empfundenen Qualitätsgefühl die Gewissheit, dass hier qualitativ unterschiedliche Bauteile oder Baugruppen montiert wurden und dass somit eine (teure)Reklamation angebracht ist. Dass sich, vom Fahrersitz aus gesehen, der linke weil räumlich wahrscheinlich nähere Drehschalter leichter betätigen lässt als der rechte, der mit einer anderen Bewegung erreicht wird, ist zwar anzunehmen, jedoch nicht zwangsläufig auf die vermeintlich schlechtere Qualität des rechten Drehschalters zurückzuführen. Was aber schließlich für eine Reklamations-Bearbeitung aussagekräftig zu ermitteln und zu beweisen wäre und hierfür eignet sich auch eine noch so gefühlvolle menschliche Hand überhaupt nicht, denn subjektiv gewonnene Ergebnisse beinhalten immer auch ein hohes Maß an unsicheren Ergebnissen.
Was heißt denn hier „schwergängig„…
… darüber lässt sich streiten, und deshalb gibt es nicht selten Verständigungs-Schwierigkeiten zwischen Automobil-Herstellern und deren Zulieferern bezüglich Anforderungen und der Beurteilung von Bedien-Komponenten im Fahrzeug-Innenraum. Um eindeutige Aussagen, bezüglich der Gesamt-Qualität von Funktions-Baugruppen und von Armaturenträgern bzw. Innenausstattungen, unter allen Betriebsbedingungen zu bekommen, ist die Anwendung von „unbestechlicher„ sowie von Leistungs-Schwankungen unabhängiger Messtechnik erforderlich, die sowohl in der Baugruppen-Endkontrolle beim Zulieferer als auch in der Eingangskontrolle oder in Testlabors beim Automobil-Hersteller eingesetzt werden muss. Nur dann sind aussagefähige weil – ohne weitere Interpretation – direkt vergleich- und bewertbare Messergebnisse zu erhalten und entsprechende Reaktionen zur Optimierung der Prozesse möglich. Wie schon angedeutet, fallen selbst gewissenhaft arbeitende Menschen als Kontrolleure aus, weil sie mit Sicherheit keine objektiven reproduzierbaren Testergebnisse liefern und allein auf Grund der manuellen Betätigung zum Beispiel von Schaltern oder Klappen auch keine verwertbaren Messergebnisse produzieren können. Taucht die Frage auf, mit welchen Instrumenten und Vorrichtungen denn überhaupt solche diffizilen Kontrollen und Messungen machbar sind. Die einzig sinnvoll-rationelle Antwort darauf hat der Roboter-Spezialist Battenberg aus D-35043 Marburg parat, der sich seit vielen Jahren mit der Entwicklung, Projektierung, Ausführung, Installation, Inbetriebnahme und dem Service von Roboter gestützten Messsystemen, im Folgenden Messrobotic genannt, befasst. Basierend auf einigen wenigen Standard-Modulen wie Industrieroboter, Grundgestell für den Aufbau des Roboters, Roboter- und Mess-Steuerung plus einer speziellen im Hause Battenberg entwickelten Messtechnik-Software sowie anwendungsspezifischen Sensoren, Greifern oder Werkzeugen, entstehen bei Battenberg als dem Systemintegrator komplette Roboterlösungen für den Ein- bis Mehrschicht-Einsatz in der Endkontrolle und in Testlabors.
Mit Standard-Komponenten zu individueller „Messrobotic“
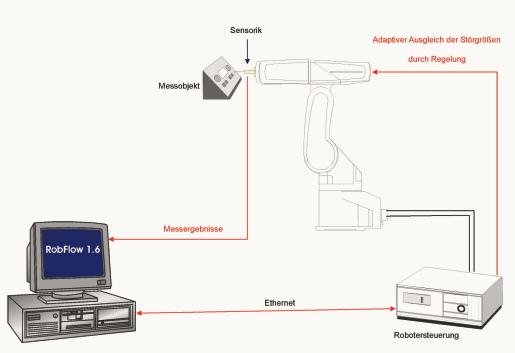
Dabei „führt“ der Roboter mit den jeweiligen Mess-Tools in Echtzeit alle relevanten und keinesfalls immer optimalen Schalt-/Betätigungs-Bewegungen aus, denn der Fahrer/die Fahrerin legen, über einen bestimmten Zeitraum betrachtet, jeweils ein anderes Verhalten an den Tag. Die Mess- und Testabläufe lassen sich mit Hilfe der Messrobotic-Software „RobFlow“ auf alle relevanten Bedienungsbedingungen vom PC aus anwenderfreundlich steuern und simulieren, ohne dass besondere Programmier-Kenntnisse erforderlich sind. Lediglich das Teachen der Roboter-Positionen mit der Teach-Box sowie die Handhabung der bedienerfreundlichen Programm-Oberfläche von RobFlow müssen erlernt werden. Während der Messvorgänge in Echtzeit steuert RobFlow den Gesamtablauf und synchronisiert die Bewegungsfunktionen des Roboters mit den Messfunktionen der Sensorik. Die Messrobotic wird beim Zulieferer zum Beispiel in einer Endkontroll-Station installiert. Im Testlabor bei einem Automobil-Hersteller dagegen wird das Roboter-Messsystem im Fahrzeugraum positioniert und übernimmt dort sozusagen die Aufgaben eines Fahrers/einer Fahrerin. Nach dem Teachen der Bedienfunktionen und dem Laden des Messprogramms laufen die Messzyklen in der gewünschten Anzahl reproduzierbar exakt vollautomatisch ab. Mit der Messrobotic von Battenberg sind so deutlich verschiedene Qualitäts-Merkmale und Bedien-Parameter wie Drück-, Schiebe-, Zieh-, Dreh- und Rückstellkräfte oder -momente, Spaltmaße, Schichtdicken, Temperaturen, Strömungen oder auch funktionsbedingter Körperschall zu ermitteln, zu übertragen, auszuwerten und zu dokumentieren. Das Messen erfolgt sowohl in Prüfstationen zur Baumusterprüfung als auch in Endprüf-Stationen für die In-Line-Produktion sowie im Fahrzeug-Innenraum jeweils in Abhängigkeit von praxisnahen Betätigungswegen und Betätigungswinkeln. Das Messergebnis spiegelt somit individuell die Qualität und Funktionsfähigkeit der geprüften Bedienelemente im auszuliefernden sowie im eingebauten Zustand wider. Darüber hinaus sind Analysen des Innenraums dahingehend möglich, ob sich durch Zeit versetztes oder auch kurz aufeinander folgendes Betätigen mehrerer Schalter etc. eventuelle Funktions- oder Bedienprobleme ergeben könnten.
Automatisierte Testreihen unter allen Betriebsbedingungen
Wie anforderungsgerecht das Roboter gestützte Messen von Funktions-Baugruppen bei den Zulieferern und bei den Automobil-Herstellern realisiert werden kann, verdeutlicht die Tatsache, dass solche Messsysteme auch im weiten Bereich von –40° bis +85°Celsius einzusetzen und zu betreiben sind, wenn der Roboter mit der entsprechenden klimatauglichen Schutzausrüstung ausgestattet ist. Damit lassen sich die Funktionen nicht nur unter Werks- und Laborbedingungen, sondern auch bei „normalen„ Straßenverhältnissen bzw. Umgebungs-Temperaturen testen. Seit einiger Zeit befinden sich solche klimatisierten Messsysteme bei Automobil-Herstellern und Zulieferern erfolgreich im Einsatz. Fazit: Mit der Messrobotic können Hersteller und Zulieferer gemeinsam objektive Qualitätsstandards definieren, die weltweit auf standortunabhängigen Fertigungslinien einsetzbar sind. Kurzfristig sind so Qualitätsfehler zu vermeiden und somit die Produktqualität sowie letztendlich die Kunden- Zufriedenheit zu erhöhen. Gleichzeitig trägt die Messrobotic dem Wirtschaftlichkeitsfaktor Rechnung, indem sich die Entwicklungs- und Produktionszeiten verkürzen und langfristig die Qualitätskosten senken.
QE 548
Teilen:







Sinne id=){kind=link}