

Die Herausforderungen beim Laserschmelzen (DMLS) bestehen darin, dass Teile hergestellt werden sollen, die mit wenig Nachbearbeitung auskommen, qualitativ also sehr hochwertig sind. Dafür bedarf es eines umfassenden internen Prozesswissens. Oft muss dabei der Prozess auf die spezifischen Bedürfnisse des Anwenders abgestimmt werden. Große Endbenutzer benötigen eine vielseitige und flexible Prozesskontrolle, um diese interne Fertigungskompetenz erfolgreich auf- und auszubauen.
Vor diesem Hintergrund werden maschinenseitig oft Kompromisse eingegangen: Die Maschinen verfügen über eine mittelmäßige Auflösung und einen zu geringen Durchsatz. Die Technologie und das Know-how von Aerotech (Halle 5, Stand 5218) unterstützen die Anwender dabei, solche Kompromisse zu beseitigen. Sie erhalten damit die Möglichkeit, das Sichtfeld des Laserscanners zu vergrößern, Variationen in der Energie- /Leistungsdichte zu begrenzen, Laserimpulse als Funktion der Position zu steuern, die Ausbeute zu maximieren und thermische Instabilität zu beseitigen.
Die Tools helfen dabei, einige der voneinander abhängigen Prozessparameter exakt auszusteuern. Durch die Beseitigung dieser Faktoren sind auch keine Kompromisse an der Maschine mehr nötig, um hochpräzise Teile auf vielseitige Weise herzustellen. Wenn sich die kritischen Prozessparameter exakter steuern lassen, ohne hierbei andere Leistungsbereiche zu beeinträchtigen, wirkt sich dies auf die Qualität der additiv gefertigten Bauteile aus.
Je nachdem, welche F-Theta-Linse der Maschinenbauer wählt, sind die Größe des Sichtfelds, also der verfügbare Bearbeitungsraum, und die Laserspot-Durchmesser (Werkzeugdurchmesser) vordefiniert. Sichtfeld und Spot-Größe sind voneinander abhängig: Wer ein größeres Sichtfeld für größere additive Bauteile benötigt, muss notgedrungen auch mit einem größerem Werkzeug (Spot-Größe) vorlieb nehmen.
Um die wechselseitige Abhängigkeit zwischen Sichtfeld- und Spotgröße zu beseitigen, kann eine sogenannte unendliche Sichtfeldfunktion (Infinite Field of View, IFOV) verwendet werden. Dabei werden Servo- und Scannerbewegungen in einer Controller-Umgebung nahtlos miteinander synchronisiert. Der Maschinendesigner kann jetzt die Linse exakt nach der gewünschten Punktgröße auswählen, um sowohl den Werkzeugdurchmesser als auch die erforderliche Energiedichte zu erreichen. Durch die Verwendung der IFOV-Funktion lässt sich der Fertigungsbereich variabel erweitern und so die Bewegung zwischen Positioniertischen und Scannern mühelos koordinieren. Mit dem IFOV programmiert der Benutzer einfach den gewünschten Bewegungspfad im 2D-Raum, und das Profil wird automatisch zwischen Scanner- und Positioniertischen aufgeteilt. Die Scanner beseitigen zudem die von den Positioniertischen verursachten dynamischen Folgefehler und erzeugen eine Scanner-basierende dynamische Leistung über das gesamte unbegrenzte Sichtfeld.
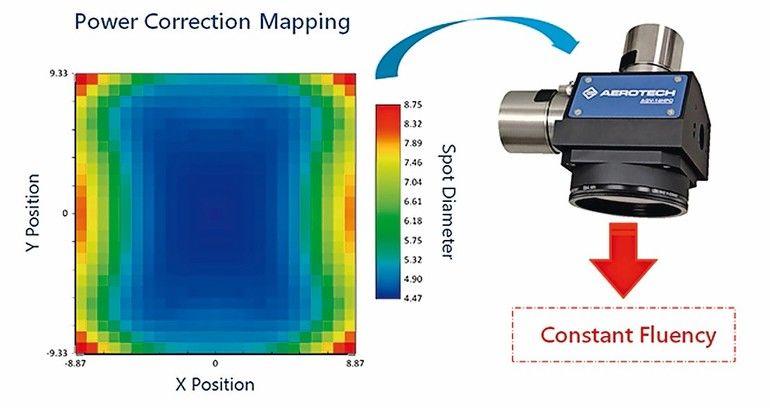
Eine weitere Herausforderung stellt die Komplexität des Sinterprozesses dar – seine Kontrolle beeinflusst direkt die Qualität des hergestellten Teils, sowohl geometrisch als auch metallmorphologisch. Die Verwendung zeitlich getriggerter Laser-Pulse führt zu variablen Energie- und Leistungseinbringung in die Pulveroberfläche, wenn sich die Geschwindigkeit des Laserspots ändert. Deshalb versuchen die Maschinenbauer mit verschiedenartigen Sensoren, den Sinterprozess im geschlossenen Regelkreis zu steuern. Dazu werden jedoch Lasersteuerungsfunktionen benötigt, die die Regelschleife zwischen Sensorfeedback und Sinterergebnis schließen.
Ein sogenannter Position Synchronized Output (PSO) erlaubt es dem Bewegungsprogrammierer, die gewünschte Energiedichte am Werkstück so zu wählen, dass die Laserimpulse als Positionsfunktion verstanden werden. Oder anders gesagt, der Laser wird nicht mehr zeitlich, sondern ortsabhängig getriggert. Jetzt kann das Positioniersystem in scharfen Kurven langsamer werden, um die dynamische Genauigkeit aufrechtzuerhalten, ohne dass Laserpulse in gebündelter Form eine schlechtere Sinterqualität in diesen Randbereichen zur Folge hat.
Galvo-Scanner gegen thermische Instabilität
Beim additiven Sintern liegt die Schichtdicke normalerweise in der Größenordnung von 20 bis 100 µm. Der Aufbau selbst mittelgroßer Teile kann sich demnach recht lange hinziehen. Folglich ist jeder Aufbau eine erhebliche Zeit- und Ressourceninvestition. Außerdem wird das Pulverbett normalerweise erhitzt, wodurch die umgebende Struktur langsam erwärmt wird. Bedingt durch die lange Prozesszeit kann die thermische Drift in allen Komponenten einschließlich des Galvo-Scanners zum Problem werden.
Deshalb ist für die additive Fertigung präziser Teile ein thermisch stabiler Scanner erforderlich. Jede Abweichung des Galvo-Scanners über die Prozesszeit wirkt sich direkt auf die geometrische Genauigkeit des hergestellten Teils aus. Derzeit ist ein AGV mit 10 µrad / ° C Drift der thermisch stabilste Galvo-Scanner auf dem Markt. Er ist auch mit Wasserkühlung erhältlich, um in temperaturunbeständigen Umgebungen eine hohe Stabilität zu gewährleisten. ■

Hier finden Sie mehr über:







{kind=link}