

Nicht nur zeitaufwändig sondern mitunter auch teuer kann die Einrichtung der Druckwerke von Zentralzylinder-Flexodruckmaschinen werden, wenn in Folge dieses Prozesses eine erhebliche Menge an Makulatur erzeugt wird. Dabei gibt es Verfahren, die die Farbregistereinstellung erheblich erleichtern und somit kostspieligen Ausschuss verhindern.
Mit rasanter Geschwindigkeit lockt die Werbung mit immer neuen Produkten – und die meisten benötigen Verpackungen. Niemanden verwundert es daher , dass der weltweite Markt an Druckerzeugnissen für Verpackungen schier unersättlich scheint und sich mittlerweile auf ein Gesamtumsatzvolumen von 450 Milliarden US-Dollar beläuft – ein gewaltiges Potenzial für die Druckindustrie. Allerdings drehen die Auftraggeber für solche Druckerzeugnisse unnachgiebig an der Kostenschraube. Die Printindustrie kann hierauf nur mit höherer Flexibilität und steigender Automatisierung reagieren.
50 Prozent Marktanteil beim Verpackungsdruck
Mit der Entwicklung von Ein- bzw. Zweizylinder-Flexodruckmaschinen ist man diesen Zielen ein entscheidendes Stück näher gerückt. Die modular aufgebauten Maschinen sind anwenderspezifisch konfigurierbar und bieten eine Reihe an Automatisierungsoptionen, etwa die Integration von Robotersystemen zum automatischen Klischee- oder Sleevewechsel. Umrüstzeiten werden dadurch drastisch reduziert. Auch in Bezug auf die Druckqualität lässt der vergleichsweise junge Flexodruck durch digitale Antriebstechnik zur Ansteuerung der Druckwerke keinerlei Wünsche offen. Alles Argumente, warum sich dieses Hochdruckverfahren als wirtschaftliche Alternative zum Tief- und Offsetdruck gemausert hat und insbesondere bei vergleichsweise kleinen und häufig wechselnden Druckaufträgen interessant wird. Immerhin ist der Flexodruck mit mittlerweile 50 Prozent Marktanteil das bevorzugte Verfahren zum Bedrucken von Verpackungen. Zum Vergleich: Lediglich 34 Prozent entfallen hier noch auf den Tiefdruck, und der Offsetdruck besetzt gemeinsam mit anderen Verfahren in diesem Bereich nur noch einen Anteil von 16 Prozent.
Material- und Zeitkiller Farbregistereinstellung
So weit so gut, gäbe es da nicht einen entscheidenden Wermutstropfen: Während man sich beim Flexodruck auf die Optimierung des Printverfahrens konzentrierte, die Geschwindigkeiten der Zentralzylinder-Flexodruckmaschinen steigerte und im gleichen Zuge die Umrüstzeiten drückte, änderte sich an der Farbregistermessung als wesentlicher Faktor der Druckqualität so gut wie gar nichts. Dies hat freilich fatale Folgen für den Materialverbrauch. Ein Beispiel: Damit alle Druckwerke einer Maschine beim Einrichten eines neuen Druckauftrages optimal zueinander positioniert sind, benötigt man mindestens 100 bis 150 Meter Bahnmaterial – pro Druckwerk versteht sich. Die Folge: Eine Maschine mit acht Druckwerken verschwendet auf diese Weise bis zu 1000 Meter wertvollen Druckmaterials. Damit nicht genug: Wird die Maschine täglich pro Schicht durchschnittlich für vier verschiedene Druckaufträge eingerichtet, landen an nur einem Produktionstag bis zu vier Kilometer Makulatur auf dem Abfall.
Automatisierte Einrichtung
„Die Druckindustrie hat nichts zu verschenken und solche Kosten lassen sich vermeiden,“ meint Dipl.-Ing. Wolfgang Küster, Chief Executive Officer der BST Servo-Technik, einer Gesellschaft der elexis Unternehmensgruppe. Die BST aus Bielefeld, mit Systemlösungen und Automatisierungstechnik für die Qualitätsüberwachung und -sicherung sowie Prozessoptimierung von Anlagen der Druck-, Papier-, Kunststoff- und Gummiindustrie spezialisiert, hat mit AUTORegister AR 200 SA ein automatisches System zur Farbregistereinstellung an Zentralzylinder-Flexodruckmachinen entwickelt.
Die Keykomponenten
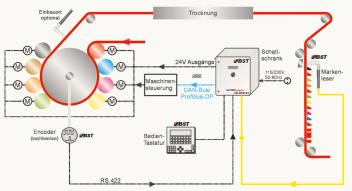
Wesentliche Komponenten sind ein optoelektronischer Sensor und eine Auswerteeinheit, die via Glasfaser miteinander kommunizieren. Der Sensor tastet auf einer zu bedruckenden Bahn ein Markenfeld ab. Dieses besteht aus einem in einer kontrastreichen Standardfarbe gedruckten Startcode und einer Referenzmarke sowie maximal elf Farbmarken, die vom jeweiligen Druckwerk erstellt werden. Das Referenzdruckwerk erzeugt die Referenzmarke sowie den Startcode, der dem optoelektronischen Abtaster den Beginn eines Markenfeldes signalisiert und damit die automatische Erkennung der nachfolgenden Farbmarken ermöglicht.
Das Verfahren in der Praxis
Die Funktionsweise des Verfahrens in der Praxis: Zum Einrichten eines neuen Druckauftrages wird jede Farbe in den Fangbereich der Markenposition gebracht. Vor Einsatz von AR 200 SA darf dabei der Registerfehler ±3 mm betragen. Die genaue Einstellung der Farbregister erfolgt nun automatisch unter Einsatz von AR 200 SA mit einer erwarteten Genauigkeit von £ 0,1mm. Kommen die Registermarken des neu eingerichteten Druckauftrages erstmals in den Bereich des Markenlesers, beginnt die Vermessung des Druckregisters. Das Lichtsignal des Markenlesers gelangt über die Glasfaserleitung an die Auswertelektronik. Sie integriert die Elektronik zur automatischen Registermarkensuche, zur Digitalisierung und Vermessung der Marken sowie eine Feldbus-Schnittstelle zur Kommunikation mit dem Rechner der Druckmaschine. Eine eigens von der BST entwickelte Software übernimmt die Umwandlung der analogen in digitale Lichtsignale sowie deren Auswertung. Hierbei misst das System die Lage der Farbmarken relativ zur Referenzmarke. „Die Auswerte-elektronik erkennt selbst den Unterschied zwischen schwer differenzierbaren Farbmarken und bereitet sie so auf, dass die Abstände zwischen zwei Farben zueinander innerhalb von Hunderstel Millimeter messbar sind,“ betont Küster. Abweichungen von der Soll-Position definiert das System als Registerfehler und überträgt die notwendigen Daten über CAN- oder Profibus-DP an den Maschinenrechner. Welch enorme Zeitersparnis mit dem Einsatz von AR 200 SA zu erzielen ist, belegt die Tatsache, dass der gesamte Messvorgang inklusive Signalübertragung lediglich eine Sache von Sekunden ist. Auf Basis der übermittelten Daten an den Maschinenrechner erfolgt, falls erforderlich, die Registerkorrektur durch Kommandos an die Servomotoren der Druckwerke. Schneller und damit effizienter geht es noch, wenn der Maschinenrechner die Signale der Auswertelektronik in digitale Stellpulse für die Motoren der Druckwerke wandeln kann.
Warum Sensor statt Kamera?
Dass die BST mit AR 200 SA ein cleveres System zur automatischen Farbregistermessung bereit stellt, ist unbestritten, zumal das Verfahren nach Überzeugung von Wolfgang Küster den Materialausschuss beim Einrichten einer Zentralzylinder-Flexodruckmaschine um bis zu 90 Prozent reduzieren kann. Dennoch wird sich der aufmerksame Leser vielleicht fragen, warum das Unternehmen beim Abtasten der Farbmarken auf einen optoelektronischen Sensor anstatt eine Kameraoptik setzt. „Das hat ganz praktische Gründe,“ erklärt Küster, „da die Signalübertragung vom Sensor zur Auswerteelektronik mit Licht erfolgt, ist unser Verfahren auch für Ex-geschützte Bereiche geeignet. Darüber hinaus vereint der Abstastkopf die Funktion eines Sensors zur Identifizierung des Startcodes mit der einer Videokamera zur Erkennung der Farbregistermarken. Würde man hierfür eine Kamera einsetzen, müsste die Bildaufnahme horizontal und vertikal zu Bahnlaufrichtung justierbar sein und vor jedem neuen Druckauftrag ausgerichtet werden. Der motorisch verstellbare Sensor erkennt jederzeit zuverlässig die Farbmarken nach nur einmaliger Einstellung. Hinzu kommt, dass sich die Leseempfindlichkeit des Sensors automatisch der Kontrastsituation auf dem Markenfeld anpasst. Eine Kamera kann dies ohne Justierung nicht. Last but not least stellt sich die Frage: Warum zwei Geräte installieren, wenn ein Gerät ausreicht? Eine Kamera kann nur dann zum richtigen Zeitpunkt auslösen und die Farbmarken erkennen, wenn ihr ein Sensor als Trigger vorgeschaltet ist. Unser Abtaster leistet beides in einem Gerät.“
„All inklusive“ oder Stand-Alone?
Etliche Maschinenhersteller haben die Vorzüge von AR 200 SA erkannt und rüsten ihre Zentralzylinder-Flexodruckmaschinen bereits mit diesem Verfahren aus. Druckmaschinen, die AR 200 SA bislang nicht integrieren, können seit Herbst letzten Jahres mit einer Stand-Alone-Version des Farbregistermesssystems ausgestattet werden. Sie enthält eine spezielle Elektronik, die die Stellantriebe der Druckwerke via 24- oder 220 Volt-Hardwaresignal, also ohne zusätzliche SPS, ansteuert.
Weitere Informationen A QE 401
Unsere Whitepaper-Empfehlung

Im GRATIS-Whitepaper finden Sie Tipps für die Optimierung der Produktion von Lithium-Ionen-Batterien – von der Optimierung einzelner Prozessschritte bis zum Gesamtprozess mit Smart Manufacturing. So erhöhen Sie die Qualität, verkürzen Prozesszeiten, verringern die Betriebskosten…
Teilen:







{kind=link}