

Innengewinde werden bisher in der Serienproduktion fast ausschließlich mit Gewindelehren geprüft. Dabei wird ein Prüfdorn mit voreingestelltem, maximalem Drehmoment in das Gewinde getrieben. Damit erhält man nur eine Aussage über die „Gewindegängigkeit.“
Dipl.-Ing. W. Niebler, Geschäftsführer, ESM GmbH, Flintsbach
Der Messaufbau besteht aus zwei Innengewinden, die mit Laseroptischen Methoden sicher als Gut- und Schlechtteile erkannt werden. Die neue berührungslose Kameramesstechnik erfasst dagegen alle Eigenschaften, wie
– Gewindedurchmesser
– Qualitative Fehler im Gewindeanschnitt
– Innenhaftende Späne
– Gewinderauheit
– Ausgerissene oder fehlende Gewindegänge
– Lauffehler, Positionsfehler
– Gewindeprofilhöhe
– Gewindelänge
Die klassische Prüflehre erfasst diese Eigenschaften nicht oder nur soweit als sie die Gängigkeit des Prüfdorns beeinträchtigen. Demgegenüber wurde bei ESM ein Verfahren mit Hilfe von speziellen Laser-Lichtschnitt-Messsonden entwickelt. Dies sind Prüfsonden, die schnell und berührungslos alle o.g. Eigenschaften prüfen. Bei diesen Durchmessern ist es ESM gelungen, in einer berührungslosen Tauchsonde bis 12mm
– Kamera-Umlenkspiegel und
– Laser-Lichtschnitt-Umlenkspiegel
zu vereinigen. Außerhalb der Tauchsonde befindet sich dann:
– die Messkamera mit telezentrischem Objektiv und
ldie konzentrische Einspeisung eines projizierten Laser-Striches zur Laserlichtschnitt-Abbildung des Gewindeprofils.
Mit diesem Verfahren dauert die Erfassung von z.B. 20 Laser-Lichtschnitt-Kameramessungen über 360° eines Innengewindes incl. Ein- und Ausfahren der Sonde und Auswertung nur vier Sekunden – genauso lange wie z.B. das Ausformen eines Gewindes benötigt.
Gefräste Innengewinde für Öl-Dichtverschraubungen
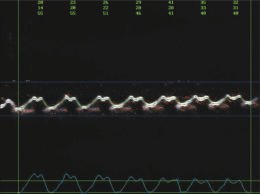
Aus dem Rohbild lassen sich dann über mehrere Bildverarbeitungs-Operationen Profilkurvenzüge gewinnen, die einer speziellen Formanalyse unterworfen werden. Aus den Elementen der Formanalyse lassen sich dann Gewindefehler exakt und sehr deutlich ableiten.
Die Pixelauflösung der Innenprofilaufnahmen ist z.Zt. 0,008 mm. Erkannt werden damit kleinste Gewindeabweichungen die z.B. zu Undichtigkeit in Öl Ein/Auslassverschraubungen führen können.
Als Zentraler schneller Stichprobenmessplatz für elf unterschiedliche Produktionscenter wird jede Veränderung in der Produktion erkannt, sei es durch allgemeinen Werkzeugverschleiß oder durch lokale Beschädigung eines Fräsers z.B. durch Materialeinschlüsse.
Das System überwacht für jedes CNC-Center die Lebensdauer der Werkzeuge. Es warnt bei plötzlicher Produktionsveränderung. Es warnt aber auch vorrausschauend, wenn der Fräser durch normalen Verschleiß zu wechseln ist. Die Sonde misst dabei Innengewinde von 10 … 32 mm.
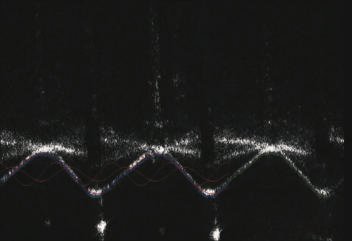
Überwachung vongeformten Feingewinden
Beim Formprozess kommt es sehr darauf an, dass die Ausformung korrekt ist. Dies zeigt sich im wesentlichen daran, dass die Doppelspitzen im ausgeformten Gewinde vorhanden sind, d.h. dass keine Überformung vorliegt aber, dass diese auch nicht unterformt sein dürfen. Außerdem werden alle anderen o.g. Gewindeeigenschaften gemessen. Das patentrechtlich geschützte Laser-Lichtschnittverfahren belegt auch hier eindeutig Vorteile, da alle relevanten Eigenschaften in 20 Einzelmessungen in insgesamt nur vier Sekunden erledigt werden.
Teilen:







{kind=link}