




Mit der formschön wie ergonomisch umhausten, 4-achsig CNC-gesteuerten Messmaschine Optimaltast 220–3+ präsentiert die IBB Technology GmbH, Groß-Zimmern, zur Control in Sinsheim den ersten Spross einer innovativen, modularen Baureihe für das µ-genaue, bei Bedarf vollwertige 3D-Komplettvermessen von Antriebs-, Nocken- und Kurbelwellen mit bis zu 220 mm Durchmesser und 800 mm Länge.
Dipl.-Ing. Klaus Hennecke, Fachjournalist, Olpe
Wenngleich IBB das eigene Lieferprogramm somit in ein Marktsegment erweitert, in dem sich bereits einige namhafte Anbieter tummeln, sieht Geschäftsführer Gerhard Büttner gute Marktchancen für sein jüngstes Baby. So eröffne die Optimaltast 220–3+ durch das IBB-eigene I++-DME-Interface und die Kombination aus Renishaw TP200 sowie einem Heidenhain-Tastersystem den Anwendern Möglichkeiten, wie sie bislang nur Koordinatenmessmaschinen vorbehalten waren. Neben dem derzeit besten Preis-Leistungsverhältnis solle zudem die Flexibilität im täglichen Einsatz sowie die gute Anpassungsfähigkeit an kundenindividuelle Ausstattungswünsche überzeugen.
Wenn Gerhard Büttner, Geschäftsführer der IBB Technology, die Marktchancen seiner neuen Optimaltast richtig einschätzt, dürfte die in 4 Achsen voll CNC-gesteuerte Wellenmessmaschine während der Erstpräsentation zur CONTROL einige Wettbewerber ins Schwitzen bringen: „Ich kenne keine Maschine für das Komplettvermessen von Nocken-, Kurbel- und Antriebswellen, mit einem so guten Preis-Leistungsverhältnis“, wobei sich Büttner beim Besichtigungstermin der Maschine mit der Seriennummer 1 freilich noch nicht endgültig auf einen Preis festlegen wollte, und wir unseren Blick im Folgenden also erst einmal vor allem auf die technischen Features dieser Neuentwicklung fokussieren. Nur soviel: Dass die Optimaltast trotz starker Wettbewerber in ihrem Zielmarkt – und das sind insbesondere Automobilhersteller und ihre Zulieferer im Motoren- und Antriebsbereich – auf großes Interesse stoßen wird, scheint ziemlich sicher. Denn zum einen kam der Anstoß, und stammt somit das Pflichtenheft für die Entwicklung, von einem großen, global aktiven Getriebehersteller. Bei der Konzeption waren ergo ganz pragmatische Forderungen aus der Praxis zu erfüllen.
Zum anderen ist IBB Technology insbesondere durch ihre manuellen Wellenmessgeräte, wie dem TWINNER, in der Zielbranche bekannt, was die Einführung der neuen Optimaltast erleichtern dürfte. Büttner rechnet dann auch „mit einem gelungenen Einstand zur CONTROL und für die Zukunft mit einem sehr vielversprechenden Marktpotenzial“. Und drittens wartet die Optimaltast mit einigen konzeptionellen Features auf, die laut Büttner „bislang nur bei CNC-gesteuerten Koordinatenmessmaschinen eingesetzt werden“, womit wir nun wie versprochen, in die Technik einsteigen.
Ergonomischer Aufbau
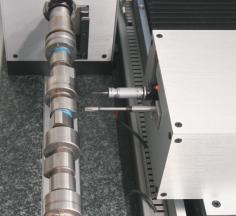
Schon der erste Eindruck macht neugierig, denn die Optimaltast präsentiert sich in einem gleichermaßen formschönen, wie ergonomisch designten Blechkleid, das den Messraum komplett umhaust und somit zuverlässig gegen äußere Einflüsse abschirmt. Der Messraum selbst ist durch eine viertelrund gewölbte Scheibe, die pneumatisch mit einer Hand weit nach oben zu öffnen ist, über seine gesamte Länge und Tiefe frei zugänglich und auch bei geschlossener Klarglas-Haube uneingeschränkt einsehbar. Zusammen mit dem beigestellten Schaltschrank, der Raum für eine Workstation von DELL samt 19“ Flachdisplay, die Steuerungselektronik, ein Ausziehpult für Tastatur und Maus sowie Platz für Dokumentation und andere Unterlagen bietet, baut die Optimalast mit einem footprint von 2.600 mm Breite und 800 mm Tiefe recht kompakt. Maschinenbaulich setzt IBB auf einen massiven Granittisch, der auf einer stabilen Stahlkonstruktion ruht. Das Gesamtgewicht der Maschine beträgt 800 kg. Im Granittisch Made in Germany ist eine T-Nut für die Aufnahme der beiden Spindeleinheiten eingelassen. Zwischen die pneumatisch verfahrbaren Zentrierspitzen der mit MK-2 Aufnahme ausgestatteten Spindelstöcke passen bis zu 80 kg schwere Werkstücke mit maximal 220 mm Durchmesser (110 mm Radius) und 800 mm Länge.
Hohe Genauigkeit
Die Aufnahme der Prüflinge erfolgt über Auflageprismen automatisiert innerhalb einer Spannzeit von 3 Sekunden nach Startfreigabe des Messprogramms. Die Kopfspindel dreht als C-Achse kontinuierlich mit 0,3 U/s. Für die Lagerung der X-Achse entschied sich IBB „nach reiflichen Überlegungen für Präzisions-Rollenführungen. Eine Luftlagerung wäre teurer und empfindlicher. Außerdem ist dieser Aufwand für eine hohe Grund- und Wiederholgenauigkeit auch gar nicht erforderlich“, wie Büttner erklärt. Doch dazu gleich mehr. Vorab noch etwas zum funktionalen Grundaufbau.
Auf der Linearachse verfährt ein, laut Büttner „rein optisch leider noch nicht optimiertes“ Modul mit zwei autark ansteuerbaren Messtastern. Durchmesser werden von einem Heidenhain-System (25 mm Hubweg) ermittelt. Für andere Merkmale, wie etwa Längen und Einstiche setzt IBB auf den TP 200 von Renishaw. Das Messtastermodul verfährt in X mit bis zu 0,4 m/s, wobei das integrierte, absolute Wegmess-System auf 0,1 µm genau auflöst; die Tasterwege Z1 und Z2 werden ebenfalls auf 0,1 µm genau ermittelt. Für die Messgenauigkeit der Optimaltast verspricht IBB (bezogen auf 20 °C) für Längenmaße L = 2,5+L/250 µm und für Durchmesser D = 1,2+D/250 µm.
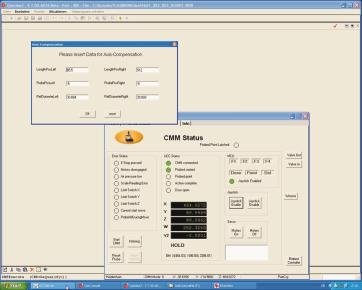
Wie diese sehr gute Messgenauigkeit zustande kommt, erhellt sich beim Blick auf die inneren Werte der IBB Neuentwicklung. Im Unterschied zu allen derzeit am Markt verfügbaren horizontalen Wellenmessmaschinen, sorgt bei der Optimaltast ein bei Koordinatenmessgeräten hinlänglich bewährter Marken-Controller für das Zusammenspiel der Anwendungssoftware mit den Maschinenachsen und den beiden Tastsystemen. Büttner: „Der Controller beherrscht das sogenannte „Error-Mapping.“
Error-Mapping eliminiert geometrische Fehler
Für alle, die das bei KMMs bewährte Kompensationsverfahren noch nicht kennen: Beim Error-Mapping wird der durch die Verfahrwege begrenzte Arbeitsraum in einige Zehntausende Planquader unterteilt. Dann vermisst man den geometrischen Ist-Zustand der Maschine. Anschließend werden etwaige Abweichungen vom Ideal den Planquadraten zugeordnet, und schon hat der Controller quasi eine „Fehlerlandkarte der Maschinenkinematik“, die den Fahrbefehlen des Messprogrammes in Echtzeit verrechnet wird.
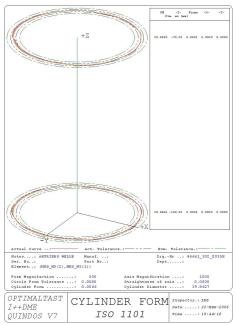
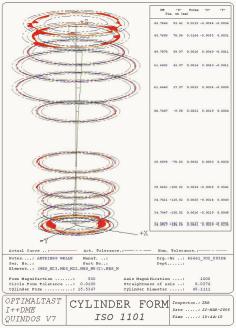
Büttner: „Durch das Error-Mapping lassen sich kleinste geometrische Fehler der Maschine zuverlässig eliminieren. Das senkt die Kosten für den Maschinenbau und vereinfacht die Kalibrierung. Meines Wissens sind wir die ersten, die das Error-Mapping in einer Wellenmessmaschine nutzen.“ Und nicht nur das: Der eingesetzte Controller verfügt zudem über eine I++-Schnittstelle DME 1.4. Nach Einschätzung des IBB-Geschäftsführers „bietet auch das derzeit kein Wettbewerber in dieser konsequenten Form.“ I++ gilt als zukunftsweisendes, datentechnisches Bindeglied zwischen den Herstellern von Messtechnik und Messsoftware sowie CAD-Anbietern. Der Dimensional Measuring Equipment-Standard I++ wird von Automobilkonzernen, wie Audi, BMW, DaimlerChrysler, Volvo, VW und Opel unterstützt. Insofern könnte insbesondere die I++-Schnittstelle der Optimaltast für die IBB-Vertriebsmanschaft ein echter Türöffner sein. Büttner: „In der Qualitätsicherung der Automobilindustrie und ihren Zulieferern ist der Einsatz von Softwarepaketen wie Quindos oder Calypso Standard. Anwender der Optimaltast können mit diesen und jeder anderen I++-kompatiblen Software ihre Auswertungen fahren. Durch den TP 200 lassen sich zum Beispiel Steuernocken komplett dreidimensional vermessen, auswerten und darstellen.
Das war mit Wellenmessmaschinen bislang überhaupt nicht möglich. Auch der datentechnische Schulterschluss mit übergeordneten CAQ-Systemen ist nicht mehr Sache der ‚Betriebssoftware‘ des Maschinenlieferanten, sondern eine Standardfunktionalität. Und mit der passenden Software müsste sich die Optimaltast sogar für das Vermessen von Zahnrädern eignen.“
Kurz: Anwender der Optimaltast müssen sich nicht mit den Fallstricken und Limitationen einer vom Maschinenhersteller individuell programmierten Mess- und Auswertesoftware begnügen, sondern können vom Start weg bewährte und weit verbreitete (zum Teil PTB-zertifizierte) Softwaretools nutzen. Das spart nicht nur Schulungs- sowie Supportkosten, sondern verschafft IBB auch Freiräume für die Optimierung des eigenen I++-Interfaces und die Weiterentwicklung der Optimaltast zu einer Baureihe oder auch für die Applikation kundenspezifischer Wünsche, wie etwa die Automation des Werkstückhandlings. Hierfür ist die Optimaltast übrigens ebenfalls von Haus aus vorbereitet. So integriert die neue IBB-Wellenmessmaschine auch noch eine Siemens-SPS, die jedwede Automationslösung ermöglicht und perfekt mit den eigentlichen Maschinenfunktionen koordiniert.
Büttner: „Wir setzen bei den Maschinenelementen, dem I++-Controller, Tastsystemen, Antrieben, Maßstäben und der SPS konsequent auf bewährte Standardkomponenten, die weltweit verfügbar sind und vom Hersteller supportet werden.“ Ganz nebenbei kann IBB durch das konsequent modulare Maschinenkonzept natürlich auch noch recht flexibel auf kundenspezifische Betriebsmittelvorschriften eingehen. Andererseits: fordert die Modularität Nachahmer nicht geradezu auf, das Konzept der Optimaltast zu klonen? Auf diesen Einwand reagiert Gerhard Büttner gelassen: „In unserer I++-Schnittstelle steckt viel Know-how und jede Menge ausgeklügelte Programmierung. Außerdem ruhen wir uns ja nicht auf dem Erreichten aus. Mit unserer Optimaltast erreichen wir Kunden, bei denen wir mit unseren manuellen Wellenmessgeräten TWINNER und Mehrstellenmessgeräten bislang nicht punkten konnten. Wir werden die Optimaltast zu einer Baureihe weiterentwickeln.“ Neben einer kleineren Optimaltast 100–3+, für Wellenteile bis 100 mm Durchmesser, kann sich Büttner durchaus auch für das Thema Retrofitting erwärmen. „Im Grunde genommen haben wir alle Zutaten und auch das Know-how im eigenen Haus, um vorhandene Wellenmessmaschinen kostengünstig zu modernisieren.“
IBB TECHNOLOGY GmbH, Groß-Zimmern
CONTROL Halle 1, Stand 1507
QE 510
Teilen:







{kind=link}