
Die ständig wachsenden Anforderungen an die Qualitätssicherung führen immer mehr zum Einsatz integrierter Messtechnik in der industriellen Fertigung. Dabei gewinnt die optische Messtechnik aufgrund ihres berührungslosen und verschleißfreien Messverfahrens schnell an Bedeutung. Industrielle Bildverarbeitungssysteme zur Vermessung von Prüfteilen sind nicht nur schnell, genau und einfach, sie bieten auch Kontinuität. Solche Systeme arbeiten rund um die Uhr mit der gleichen Aufmerksamkeit und gewährleisten somit jederzeit die geforderten hohen Qualitätsansprüche. Durch mittlerweile günstig zur Verfügung stehende Rechenleistung in Form von Standard-PCs wächst das Anwendungsfeld.
Die Firma FCT fertigt SMT-Stecker, die im nachfolgenden Prozessschritt auf Platinen verlötet werden. Um eine einwandfreie Funktionalität des Steckers zu gewährleisten, müssen die Positionen aller Kontaktstellen des Steckers exakt mit den vorgegebenen Bereichen auf der Platine übereinstimmen.
Wie in den meisten Fällen wird dem Zulieferer schon im Auftrag vorgeschrieben, dass eine 100%-Kontrolle stattzufinden hat; und die Art der Prüfung wird festgelegt: Industrielle Bildverarbeitung.
Der Grund ist offensichtlich: Da sich die Kontakte (Pads) bei Berührung sehr schnell verbiegen, scheidet eine mechanische Vermessung schon im Vorfeld aus.
Was ist zu prüfen?
Ein Stecker ist nur dann fehlerfrei, wenn die Positionsgenauigkeit der Kontaktstellen im dreidimensionalen Raum den Vorgaben entspricht. Kontaktstellen sind beim hier geprüften Stecker die Auflageflächen aller 9 Pads sowie der beiden äußeren Masseklötzchen. Um eine exakte Positionierung der Kontakte auf den Lötflächen der Platine zu gewährleisten, findet eine Positionskontrolle der einzelnen Pads innerhalb der XY-Ebene statt.
Die Referenz hierzu bilden verschiedene Kanten des des Steckergerüsts. Um den einwandfreien Kontakt des SMT-Steckers mit der Platine sicher zu stellen, ist auch die Koplanarität der Auflageflächen der Pads sowie der beiden Masseklötzchen bezüglich Abstand und Winkel Bestandteil der Prüfung. Erschwerend für die Kontrolle ist, dass sich die Pads in zwei unterschiedlichen Höhenlagen befinden. Die korrekte Anzahl der Kontakte wird ebenfalls überprüft. Insgesamt sind etwa 50 Maße in verschiedenen Raumrichtungen und gegenüber unterschiedlichen Referenzpunkten zu berechnen.
Wie sieht das Bildver- arbeitungssystem aus?
Das Bildverarbeitungssystem führt die beschriebene Positionsbestimmung der Kontaktstellen im dreidimensionalen Raum durch und erkennt dabei sämtliche Qualitätsmängel. Fehlerhafte Teile werden statistisch erfasst und in unterschiedlichen Fehlertypenklassen geführt.
Die Realisierung der Qualitätsprüfung der SMT-Stecker erfolgt aufgrund unterschiedlicher Geometrien und Beleuchtungsanforderungen in zwei getrennten Bildverarbeitungssystemen: XY-Positionskontrolle und Koplanaritätsprüfung (Z-Positionskontrolle). Beide Prüfsysteme bestehen jeweils aus einer hochauflösenden CCD-Flächenkamera, einer LED-Beleuchtung und einem Standard-PC.
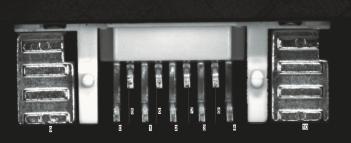
Die Auswahl der geeigneten Beleuchtung stellt sicher, dass die für die Vermessung relevanten Kanten der Prüfteile ausreichend Kontrast zum Hintergrund besitzen. Bei der XY-Positionskontrolle wurde der Stecker so beleuchtet, dass alle relevanten Metallkanten der Pads und der Masseklötzchen gleichmäßig ausgeleuchtet und klar erkennbar sind. Reflexionen und Überbelichtungen an den Kontaktstellen werden weitgehend vermieden. Die Kunststoffstege als Referenzkanten weisen den größten Kontrast zum Hintergrund auf (Bild 1).
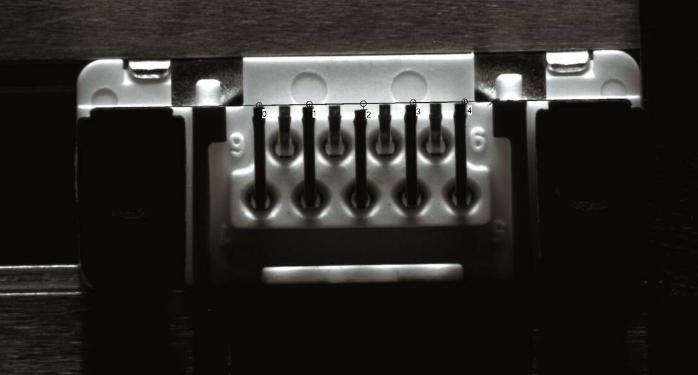
Bei der Koplanaritätskontrolle sind alle Stirnkanten der Pads, der äußeren Masseklötzchen und der Kunststoffstege mit ausreichendem Kontrast und ohne Reflexionen zu erkennen (Bild 2).
Die Kanten bilden die Auflagestellen zur Platine und liegen bei „guten„ Steckern exakt in einer Linie.
Bei jeder Bildaufnahme erfolgt eine Beleuchtungs- und Schärfekontrolle des aufgenommenen Bildes, so werden Fehlmessungen aufgrund von falschen Kamera- bzw. Beleuchtungseinstellungen oder Abdeckung des Prüfteils durch Fremdkörper ausgeschlossen. Anschließend werden die Referenzlinien ermittelt und die geforderten Maße berechnet. Zur Stabilisierung der Vermessungen werden Ausreißer an den Referenzkanten, z.B. Gratbildungen an den Kunststoffstegen, unterdrückt. Als Ergebnis wird neben den Maßen auch eine detaillierte Statistik geliefert, welche die Häufigkeit der unterschiedlichen Fehlertypenklassen enthält.
Die Bildverarbeitungssysteme wurden so konzipiert, dass eine Umrüstung auf verschiedene Steckertypen (Stecker/Buchse oder mehrpolige Stecker) innerhalb kürzester Zeit möglich ist. Allein durch eine Softwareerweiterung ohne zusätzliche Komponenten und ohne Auflösungsverlust lassen sich auch mehrpolige SMT-Stecker (16– bzw. 25-polig) prüfen. Durch ein simples I/O-Signal kann bereits jetzt jederzeit zwischen der Prüfung von 9-poligen Steckern und Buchsen, die üblicherweise unterschiedliche Maße und Pad-Bezeichnungen besitzen, problemlos umgeschaltet werden. Dadurch wird ein hohes Maß an Flexibilität erreicht.
Wie genau und wie schnell wird gemessen?
Die Mess- bzw. Wiederholgenauigkeit der Positionsbestimmung beträgt 0.015 mm. Zur Vermessung der Stecker ist keine aufwändige Justage notwendig. Allein eine maßgefertigte Führungsschiene verhindert eine falsche Positionierung oder Verkippung der Prüfteile. Abgesehen von der Bildaufnahme liegt die Berechnungsdauer der kompletten Bildauswertung mit einem Standard-PC bei etwa 100 Millisekunden.
Integration
Die beiden Bildverarbeitungssysteme können sowohl in einen automatisierten Prüfprozess innerhalb der Fertigung eingebunden werden, als auch – aufgrund ihrer Kompaktheit – als Einzelmessplatz in der Entwicklung dienen. So lässt sich ein stufenweiser Einstieg in die optische Qualitätskontrolle ohne zusätzliche Kosten für ein anfängliches Laborsystem wirtschaftlich realisieren.
Mit der Produktlinie seelector multipoint bietet hema Qualitätssicherung nach individuellen Bedürfnissen, vom einfachen Softwarepaket bis zur kompletten Anlage mit interessanten Finanzierungsmodellen.
QE 527
Teilen:







{kind=link}