
Das risikobasierte Denken ist speziell im Kontext von Industrie 4.0 eine Herausforderung. Die moderne Produktionslandschaft ist durch die Verfügbarkeit einer Vielzahl von Informationen geprägt, welche für die Optimierung der Produktion und Produktqualität eingesetzt werden können. Aufgabe des Risikomanagements ist es also, große Datenmengen zusammenzuführen, zu validieren und auszuwerten. Durch die zunehmende Komplexität der Systeme ist dies bisher nur eingeschränkt möglich, was in den verschiedenen Datenformaten und Schnittstellen der IT-Landschaft begründet ist. Speziell kleine und mittlere Unternehmen (KMU) stellt dies vor eine große Aufgabe.
Genau an dieser Stelle entsteht die Möglichkeit, aus der Pflicht eine Chance zu machen. In vielen KMU werden oftmals bereits Risikomanagement-relevante Daten (zum Beispiel Prozessdaten oder Messdaten) erfasst, allerdings noch wenig beziehungsweise gar nicht für Risikoanalysen genutzt. Aus diesem Grund wird im Forschungsprojekt „Quality Data based Risk Assessment for Industry 4.0“ (Quadrika) das sogenannte Quality Data Module (QDM) entwickelt. Das Projekt wird im Rahmen des Programms „KMU-innovativ: Informations- und Kommunikationstechnologie (IKT)“ vom Bundesministerium für Bildung und Forschung gefördert.
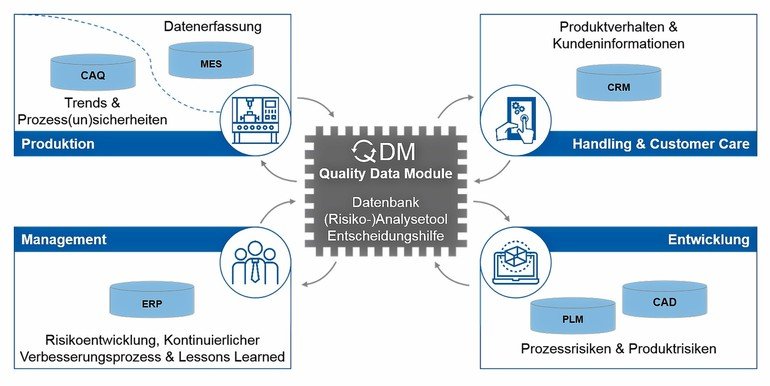
Das QDM übernimmt sowohl die Aufbereitung und Bereitstellung als auch Auswertung der risikomanagement-relevanten Informationen der Produktion. Es greift auf sämtliche relevante Informationsquellen wie MES und CAQ im Unternehmen zu. Die hierzu notwendige Kommunikationsbasis zwischen den Systemen wird im Gegensatz zu anderen Lösungen nicht durch die Definition einer weiteren Schnittstelle geschaffen, sondern durch die Erweiterung bereits etablierter Schnittstellen um die zur normkonformen Risikobewertung notwendigen Informationen.
Im Vergleich zu klassischen Risikomanagementmethoden wie der FMEA analysiert das QDM nicht nur die Risiken, sondern kann durch die direkte Anbindung an das MES die Prozesse steuern und somit Risiken vermeiden, bevor sie eintreten. Durch den serviceorientierten Ansatz realisiert das QDM eine präskriptive Datenanalyse, was das QDM von den bisherigen Risikomanagementmodellen unterscheidet. Die Grundvoraussetzung für die präskriptive Datenanalyse wird durch das Risikomanagementmodell geschaffen, welches in der Folge dargestellt wird.
Präskriptives Risikomanagementmodell basiert auf einem kontinuierlichen Verbesserungsprozess
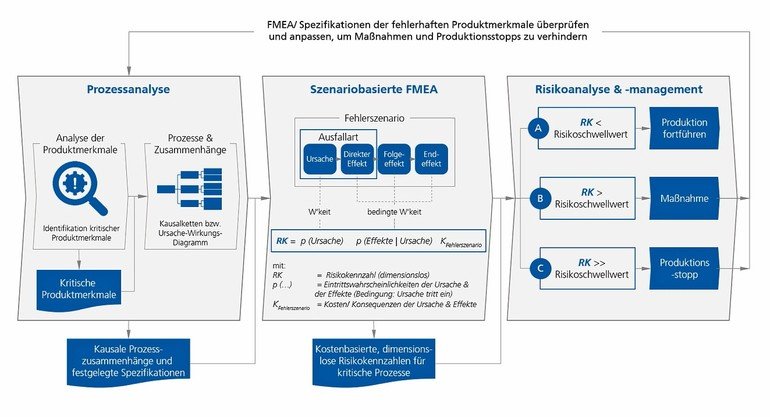
Das Risikomanagementmodell basiert auf einem kontinuierlichen Verbesserungsprozess, der sich aus drei aufeinander aufbauenden, wiederholenden Schritten zusammensetzt: Prozessanalyse, szenariobasierte FMEA sowie Risikoanalyse und -management.
Zur Prozessanalyse: Anhand vorliegender FMEA und Expertenbefragungen werden die funktionskritischen Produktmerkmale identifiziert. Basierend auf diesen werden mit Hilfe historischer Daten die Prozess- und Umgebungsparameter, die im Zusammenhang zu den kritischen Produktmerkmalen stehen, bestimmt. Kausale Zusammenhänge zwischen den Prozessen werden ermittelt und die entstehende Kausalkette solange weitergeführt, bis sie auf die grundlegende Ursache im Sinne der 5M (Mensch, Methode, Material, Maschine, Mitwelt) zurückgeführt wurde. Für die in der Kausalkette aufgeführten Prozesse werden im Anschluss Spezifikationsgrenzen basierend auf historischen Daten festgelegt, außerhalb derer ein Risiko entsteht. So ergibt sich eine Kausalkette, die die Entstehung von Risiken aufzeigt und die Grundlage des präskriptiven Risikomanagements darstellt.
Das Ziel der auf der Bayesschen Statistik beruhenden, szenariobasierten FMEA ist die gleichzeitige Risiko- und Lebenszykluskostenminimierung. Für alle identifizierten Risikoursachen werden Auftretenswahrscheinlichkeiten bestimmt. Daraufhin erfolgt die Berechnung der bedingten Eintrittswahrscheinlichkeiten von direkten und folgenden Effekten der jeweiligen Risikoursachen. Anschließend werden für die Fehlerszenarien (Fehlerursache und [Folge-] Effekte) die Folgekosten berechnet. Bei einem Produktionsausfall wären dies beispielsweise die Kosten für die Reparatur, sowie die verlorenen Gewinne durch den Produktionsstopp. Die Auftretens- und bedingten Wahrscheinlichkeiten sowie der Fehlerszenarien werden aus historischen Daten gewonnen. Nach einer Quantifizierung der Wahrscheinlichkeiten und Kosten wird die charakteristische Risikokennzahl (cRK) normiert und als dimensionsloser Wert ausgegeben. Die cRK wird wie folgt ermittelt:
cRK = p (Ursache) * p (Effekte | Ursache) * KFehlerszenario
p (…) beschreibt dabei die Eintrittswahrscheinlichkeiten der Ursache und der Effekte (Bedingung: Ursache tritt ein), KFehlerszenario beschreibt die Kosten und Konsequenzen der Ursache und der Effekte.
Es folgen Risikoanalyse und -management: Mittels der berechneten Risikokennzahlen priorisiert und bewertet das QDM die verschiedenen Risikoszenarien. Das Risiko wird anhand eines vorher individuell festgelegten Risikoschwellwerts bewertet. In diesen Schwellwert fließen unter anderem Kosten von Maßnahmen, Produktionsstopps und fehlerhaft ausgelieferten Produkten mit ein. Drei Szenarien werden hierbei unterschieden und mit Handlungsempfehlungen versehen:
- cRK Risikoschwellwert: Die Produktion wird fortgeführt.
- cRK Risikoschwellwert: Das QDM gibt einen Hinweis auf mögliche Maßnahmen wie zum Beispiel Zusatzmessungen oder Prozesseingriff. Ein automatisierter Eingriff ist angestrebt.
- cRK Risikoschwellwert: Das QDM stoppt den Prozess.
Anhand eines stichprobeweisen Abgleichs der Risikokennzahlen mit den tatsächlich aufgetretenen Fehlern werden die Spezifikationen aus der Prozessanalyse überprüft und angepasst. So wird das Modell kontinuierlich optimiert.
Implementierung und Validierung des QDM erfolgt anhand eines Spritzgießprozesses
Das QDM wird anhand eines Spritzgießprozesses validiert. Dabei werden zunächst aus den historischen Daten die Kausalitätszusammenhänge ermittelt und Spezifikationsgrenzen festgelegt. Parallel wird das QDM entwickelt und in der Spritzgießanlage implementiert. Über Langzeitanalysen, sowie spezielle Tests, bei denen Fehler bewusst herbeigeführt werden, wird die Funktionalität des QDM sichergestellt. So wird gezeigt, dass das QDM eine Zertifizierung nach der ISO 9001:2015 rechtfertigt – und dass es nicht nur eine Qualitätssteigerung ermöglicht, sondern gleichzeitig Kosten durch reduzierten Ausschuss und Nacharbeit senkt. ■
Die Autoren
Raphael Kiesel
Wissenschaftlicher
Mitarbeiter
Fraunhofer IPT
Tobias Müller
Wissenschaftlicher
Mitarbeiter
WZL der RWTH Aachen
Prof. Dr. Robert Schmitt
Direktor des WZL der RWTH Aachen und des Fraunhofer IPT



Hier finden Sie mehr über:







{kind=link}