



In der Endmontage der Turbinenfertigung für Kernkraftwerke geht es um Zehntelmillimeter – dies stellt einen Balanceakt zwischen dem optimalen Wirkungsgrad und dem nötigen Sicherheitsabstand zwischen Schaufeln und Gehäuse dar. Um die nötige Messgenauigkeit zu gewährleisten, vertraut Siemens in seinem Werk in Mülheim an der Ruhr auf einen mobilen Laser Tracker von API.
Kay Wessin, Vice President Vertrieb und Marketing bei API.
Die Siemens AG Power Generation, Dampfturbinenanlagen und Generatoren fertigt in Mülheim an der Ruhr Turbinen und Generatoren für die Kraftwerkindustrie. So liefert Siemens für das finnische Kernkraftwerk Olkiluoto 3, das 2009 in Betrieb gehen soll, den weltgrößten Turbosatz. Am Bau dieses Kraftwerkes sind im Übrigen Firmen aus ganz Europa unter der Federführung des Konsortiums Framatome ANP/Siemens beteiligt. Aktuell wartet eine 340 Tonnen schwere und über 12 Meter lange Dampfturbine aus massivem Stahl mit einem Durchmesser von 6,7 Metern in Mülheim an der Ruhr auf den letzten Feinschliff und die anschließende Auslieferung nach Finnland, zum modernsten und mit einer Leistung von 1.600 MWatt größten Kernkraftwerk der Welt.
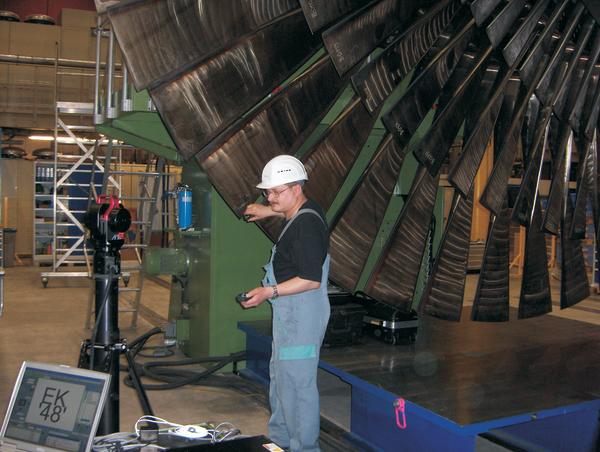
Trotz der beeindruckenden Maße und dem Gewicht eines Linienflugzeuges sind die freistehenden Schaufeln der Niederdruckturbine auf Zehntelmillimeter genau ausgerichtet. Das Entscheidende an diesen letzten Schaufelreihen ist dabei der Abstand zum Gehäuse. Der Spalt zwischen Schaufeln und Gehäuse muss möglichst gering gehalten werden, denn je größer der Abstand, desto mehr Dampf geht dort ungehindert vorbei und senkt den Wirkungsgrad. Andererseits dürfen die Turbinenschaufeln unter keinen Umständen im Betrieb mit dem Gehäuse in Berührung kommen und so einen Anlaufschaden verursachen. „In der Endmontage werden auf den Schaft des Rotors große Scheiben aufgeschrumpft und in die Nut der Scheiben die Schaufeln eingesetzt. Bei der Niederdruckturbine für Olkiluoto wiegt eine Schaufel beispielsweise etwa 320 kg. Ist der Rotor fertig beschaufelt, wird er im Wuchtbunker mit Überdrehzahl belastet, um Setzungserscheinungen zu erzielen. Anschließend werden die freistehenden Schaufeln vermessen,“ erläutert Stefan Höyng, Betriebsingenieur im Bereich Endmontage der Dampfturbine bei der Siemens AG Power Generation.
In diesem Rahmen spielt natürlich auch das passende Messsystem eine wichtige Rolle. Denn je genauer das System ist, desto kleiner könnten die Toleranzen für den Abstand zwischen Schaufel und Gehäuse ausgelegt werden und damit den Wirkungsgrad verbessern. Aus diesem Grund stellten die Mülheimer die Forderung einer Genauigkeit von mindestens 1/10 mm an ihr neues Messsystem. Bei einer Analyse der Angebote auf dem Messtechnikmarkt erkannten sie schnell, dass der Laser Tracker die für sie optimale Lösung ist. Nach einigen Testreihen fiel die Entscheidung für den Omnitrac von API – ein wichtiger Aspekt war in diesem Zuge die leichte Transportfähigkeit des mit einem Kopfgewicht von 8,5 kg zu den Leichtgewichten zählenden Systems. Denn wenn in der Endmontage Gehäuse zu vermessen sind, muss der Laser Tracker teilweise in 3 bis 5 Metern Höhe aufgebaut werden. Ein leichtes System lässt sich bei solchen Aufgaben natürlich viel besser handhaben.
Der Laser Tracker von API erlaubt die Vermessung größerer Objekte auch aus geringer Entfernung. Der Tracker-Kopf lässt sich horizontal +/- 320 Grad und vertikal +80 bis –60 Grad schwenken, so dass das Messsystem nahe an der zu vermessenden Stelle positioniert werden kann. Über die beiden Winkel und die gemessene Distanz berechnet das 3D-Messsystem die Koordinaten. Auch mehrere Positionswechsel sind durch das geringe Gewicht und die Kopfgröße von 36 cm kein Problem. Der Kopf des Laser Trackers ist so konzipiert, dass der Laserstrahl weder durch einen Spiegel noch durch einen Lichtleiter umgelenkt wird. Systemische Messungenauigkeiten durch Umlenkfehler werden dadurch auf ein Minimum reduziert. „Zu den weiteren Highlights des Trackers zählt neben den kompakten Abmessungen – es gibt weltweit keinen Laser Tracker, der kleiner ist – auch die überlegene Reichweite von 120 m ohne Standortwechsel. Das System ist mit einer Reichweite von 60 Metern zertifiziert und erreicht in der Werkhalle von Siemens bei einem Abstand von 40 Metern eine Genauigkeit von 10 ppm nach NIST,“ ergänzt Steffen Linnemann, Account Manager bei API.
Bevor der Laser Tracker bei Siemens eingesetzt werden konnte, musste zunächst auf Wunsch der Mülheimer eine spezielle Software für die Vermessung der Schaufeln entwickelt werden, damit das mobile Messsystem auch von Facharbeitern, die keine ausgebildeten Messtechniker sind, genutzt werden kann. Deshalb musste die Messroutine entsprechend vereinfacht und strukturiert werden, so dass keine Bedienfehler auftreten können. Denn wenn im 3D-Koordinatensystem Abstände und Geometrien zu vermessen sind, dann müssen die Anwender das System einwandfrei kennen und jeden Tag damit arbeiten, ansonsten bestehen zu viele Fehlerfaktoren. Die Idee war deshalb, einen strikten Programmablauf zu entwerfen, der den Benutzer Schritt für Schritt durch die Messaufgabe führt. Als Grundlage diente Metrolog, eine offene Messsoftware, die API auf Wunsch mit dem Messsystem anbietet. In Metrolog ist ein Modul enthalten, mit dem Messabläufe erstellt werden können. API entwickelte in enger Zusammenarbeit mit Siemens eine Messroutine, die einerseits den Benutzer durch die Messung führt, andererseits mit Logikprüfungen und Schleifenabfragen die Messungen überprüft.
Stefan Höyng blickt zurück: „Wir hätten intern schon Messabläufe erstellen können, allerdings nicht in diesem Umfang und dieser Detailtiefe. Deshalb hat das Angebot von API, die Hardware, die Software und die Programmierung aus einer Hand zu liefern, wesentlich zu unserer Kaufentscheidung beigetragen. Von unserer Seite kamen im Übrigen die Eckpunkte des Messablaufs, von API die technischen Lösungsmöglichkeiten.“ So saßen die beiden Partner gemeinsam in den Fabrikhallen von Siemens und setzten die Vorgaben in das Programm um – denn im ‚stillen Kämmerchen’ konnte die Software nicht programmiert werden, auch wenn sie vorher noch so genau auf dem Papier geplant worden wäre. Letztlich zeigt sich jedoch erst bei den Messversuchen, ob die Bediener wirklich damit arbeiten können.
Die Anwendungsfälle des seit Februar 2006 eingesetzten Laser Trackers bei Siemens sind vielfältig, denn er kommt nicht nur bei der Vermessung der Schaufeln zum Einsatz. Vielmehr kann das System, auf das aktuell fünf Mitarbeiter von Siemens geschult worden sind, immer dann seine Stärken ausspielen, wenn es darum geht, axiale Abstände oder Durchmesser in einem Gehäuse zu vermessen oder Positionen von Einströmungen am Gehäuse aufzunehmen. Durch die geringe Kopfhöhe ist der Tracker klein genug, um beinahe beliebig positioniert zu werden, und die großen Schwenkbereiche erlauben auch die Vermessung großer Objekte aus der Nähe. Durch die spezielle Messsoftware können auch ungeschulte Leute nach einer kurzen grundsätzlichen Einweisung in die Messtechnik mit dem Laser Tracker eigenständig Messungen vornehmen. Das Messprojekt wurde übrigens für diese Messung intern freigegeben. Denn erst wenn unterschiedliche Bediener mit dem System arbeiten und von unterschiedlichen Schaufeln abgenommene Werte reproduzierbar sind, ist das Messsystem für eine Aufgabe geeignet. Der Laser Tracker erfüllte diese Anforderungen zu hundert Prozent. Deshalb wird er offiziell zusammen mit der maßgeschneiderten Software für die Vermessung der Schaufeln eingesetzt.
Inzwischen erfolgen die Dokumentation und die Anzeige der einzelnen Schaufeln automatisch – das war einer der Punkte, die im Pflichtenheft für die maßgeschneiderte Software enthalten waren. Deshalb überrascht nicht, dass Stefan Höyng ein positives Fazit zieht: „Der Laser Tracker gibt uns fast keine Grenzen vor. Wenn, dann schränken uns eher die Messmethode und die Umgebungsbedingungen ein. Das System ermöglicht uns, mit Messanalysen aufzuzeigen, dass die gemessenen Werte reproduzierbar sind, eine sehr geringe Streuung aufweisen und nicht vom Absolutwert abweichen. Zukünftig planen wir zudem, den Laser Tracker auch auf Baustellen einzusetzen, um zum Beispiel im Rahmen von Revisionen ein Gehäuse in einem Kraftwerk zu vermessen.“ Aufgrund ihrer Zufriedenheit mit dem API-System spielen die Mülheimer außerdem mit dem Gedanken, den Tracker mittelfristig um den Messtaster Intelliprobe V2 zu erweitern.
QE 511
Teilen:







{kind=link}