

Unternehmen, die keine eigenen Dakks-Labore unterhalten, beauftragen dafür externe Dienstleister wie zum Beispiel das Prüf- und Kalibrierlabor PMK. Dieses verlässt sich bei der Kalibrierung von Endmaßen und Lehren auf Prüftechnik von Feinmess Suhl. Dadurch werden die Prozesse beschleunigt, doch der Aufwand bleibt groß.
Bei der Kalibrierung eines Messmittels wird die Abweichung beziehungsweise Übereinstimmung zwischen den ausgegebenen Werten des Messgeräts und den von einem Endmaß verkörperten Referenzwerten ermittelt. Diese Referenzwerte sind durch Normen festgelegt und gelten unter bestimmten vorgegebenen Bedingungen. Präzisionsmessgeräte, die in der industriellen Fertigung zum Einsatz kommen, wie Messschieber und Bügelmessschrauben sowie Messmittel wie Lehren und Endmaße müssen regelmäßig in Dakks-akkreditierten Kalibrierlaboren kalibriert werden. Unternehmen, die keine eigenen Dakks-Labore unterhalten, beauftragen dafür externe Dienstleister.
Ein solcher Dienstleister ist das Prüf- und Kalibrierlabor PMK, das im Auftrag der unterschiedlichsten Unternehmen sowohl deren Messgeräte als auch Endmaße kalibriert. „Wir kalibrieren die Messmittel und -geräte so, dass diese nach der Kalibrierung einen eindeutigen Status haben. Der Kunde erfährt damit, ob das Prüfmittel den Herstellerangaben beziehungsweise den Normenvorgaben entspricht“, erklärt Uwe Schmahl, geschäftsführender Gesellschafter.
Die Kalibrierung der Messmittel, die in der Fertigung eingesetzt werden, erfolgt über spezielle Lehren und Endmaße. Endmaße gibt es in unterschiedlichen Formen unter anderem als Parallel-, Winkel-, Kugel- oder Zylinderendmaße sowie in den vier Genauigkeitsklassen K, 0, 1 und 2.
Zur Kalibrierung von Längenmessmitteln kommen vor allem Parallelendmaße zum Einsatz. Sie sind genormte quaderförmige Maßverkörperungen – in der Regel aus Stahl mit einer gehonten Oberfläche von höchster Güte, häufig auch aus Hartmetall, Keramik oder Glas. Parallelendmaße verkörpern im Rahmen ihrer Klassifizierung die 100-prozentige Genauigkeit einer bestimmten Länge. Sie werden in der Regel in Sätzen aus 32 bis 121 einzelnen Endmaßen unterschiedlicher Längen und Abstufungen angeboten
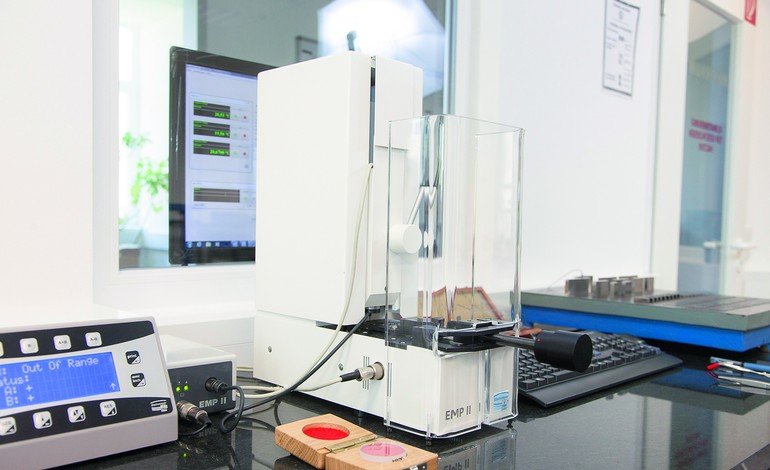
Zur Kalibrierung einer Mikrometer- oder Bügelmessschraube oder eines Messschiebers schiebt der Kalibriertechniker die für die Erreichung des gewünschten Maßes erforderliche Zahl an Endmaßen aneinander. Da die Endmaße durch die permanente Anwendung einem gewissen Verschleiß unterliegen, müssen auch sie regelmäßig kalibriert werden. PMK verwendet für diese Kalibrierung den Endmaßprüfplatz EMP II von Feinmess Suhl (FMS), einem Hersteller von mechanischer und elektronischer Präzisionsmesstechnik.
Der vergleichende Endmaßprüfplatz EMP II von FMS für die Genauigkeitsklassen 0, 1 und 2 besteht aus einem schweren Gusssockel mit Positionier- und Messeinheit, einer motorischen Schalteinheit und einer Interface-Einheit. Sein dezentraler Aufbau minimiert die thermischen Einflüsse auf das Messergebnis. Dazu trägt auch die Zusatzabdeckung zur Hinterlüftung des temperaturstabilen Messständers bei.
Die Kalibrierung der Endmaße erfolgt durch einen Vergleich des zu kalibrierenden Endmaßes mit einem Vergleichsmaß, das um mindestens eine Genauigkeitsklasse genauer sein sollte, als das zu kalibrierende Endmaß. Zur Kalibrierung wird das jeweils zu kalibrierende Endmaß im vorderen Prüfplatz des EMP II eingerichtet. Der hintere Prüfplatz nimmt das Vergleichsendmaß auf. Dabei werden die Endmaße angehoben und nicht – wie bei anderen Prüfplätzen – auf einer Führungsschiene hin- und hergeschoben. Das Anheben verhindert mechanischen Abrieb und vermeidet ein Verkratzen der Endmaß-Flächen.
Die Messunsicherheit des Endmaßprüfplatzes von FMS liegt bei 0,03 µm + 0,002∙D (für eine Längendifferenz von D ≤ 10 mm). Bei diesen hohen Messgenauigkeiten müssen allerdings die Umgebungsbedingungen im Kalibrierlabor genau stimmen und konstant sein. Zudem werden die Kalibriergegenstände und Vergleichsendmaße bereits tags zuvor temperiert.
Nicht zuletzt muss der Messplatz komplett geschützt sein – sogar gegen den Atem des Bedieners. Da ein Anfassen mit der Hand das Endmaß erwärmen und damit die Kalibrierung zunichtemachen würde, werden die Endmaße ausschließlich mit entsprechenden Zangen in den Prüfplatz eingesetzt und aus ihm entnommen. Auf diese Weise lassen sich Verfälschungen der Messungen verhindern.
Zeitaufwand wird oft unterschätzt
„Der Aufwand der Kalibrierung wird oft unterschätzt. Doch sie braucht einfach ihre Zeit. Das ist notwendig, um die hervorragenden Ergebnisse zu erzielen, die die deutsche Industrie fordert“, erklärt Schmahl. „Gerade weil die Kalibrierung so zeitaufwändig ist, vergeben viele Betriebe diese Aufgabe an externe Dienstleister wie uns.“
Insgesamt müssen je nach Umfang des Endmaßsatzes zweieinhalb bis drei Tage für den gesamten Vorgang veranschlagt werden. Zwar ist der Endmaßprüfplatz EMP II dank seiner präzisen Kulissenführung der Prüfplatz mit dem schnellsten Handling und die eigentliche Kalibrierung dauert nur einen Tag, doch die Vorbereitung der Kalibriergegenstände erfordert viel Zeit und Sorgfalt. Denn die Endmaße sind in der Regel ölig oder schmutzig und müssen vor der Kalibrierung zunächst aufwendig gereinigt werden.
Danach erfolgt die Erfassung der Endmaße in das Prüfmittelüberwachungssystem, wobei die Identnummer jedes einzelnen Endmaßes erfasst wird. Erst dann werden die Endmaße kalibriert. Abschließend werden sie eingefettet und damit gegen Korrosion geschützt. Damit sind pro Endmaßprüfplatz je nach Ausführung etwa 150 Satz-Kalibrierungen pro Jahr möglich.
PMK arbeitet in seinem Kalibrierlabor seit 2013 mit einem vergleichenden Endmaßprüfplatz von FMS, hat jedoch bereits einen weiteren EMP II bestellt, um das hohe Aufkommen an Kalibrierungen bewältigen zu können. Neben dem EMP II nutzt das Kasseler Kalibrierlabor noch weitere Kalibriersysteme von FMS, darunter das Bandmaßprüfgerät BMG 3000, das vollautomatische Messuhren- und Feinzeigerprüfgerät MFP 30 BV sowie den Kleinlängenmesser KLM 60. ■
Autor
Nils Blondin
Geschäftsführer
Feinmess Suhl
Hier finden Sie mehr über:
Teilen:







{kind=link}