

Verbrennungsmotoren sind wesentliche Quellen für Schwingungen und Geräusche in Fahrzeugen. Zunehmende Forderungen der Verbraucher nach leiseren und komfortableren Fahrzeugen werden von der Industrie aufgegriffen und umgesetzt.
Dipl. Ing. Dipl. Kfm. Horst Jonuscheit, stellv. Geschäftsführer; Dipl. Ing. Olaf Strama, Projektleiter, Medav GmbH,Uttenreuth
Dass zwischenzeitlich der einfache Funktionstest von Motoren nicht mehr ausreichend ist, wissen zumindest die innovativen Motorenbauer. Diese untersuchen mit Nachdruck Möglichkeiten, die Qualität ihrer Produkte zu steigern und dadurch folgende Effekte zu erzielen:
– Erfüllung von gesetzlichen Anforderungen, zum Beispiel ISO 362 zu Grenzwerten in Europa für beschleunigte Vorbeifahrt.
– Anforderungen des Absatzmarktes
– Nutzung der Chance auf Effizienzsteigerung durch konsequentes Qualitätsmanagement
Innovative Unternehmen haben dabei ihre Chance in der Integration der Körperschallanalyse in den gesamten Prüfablauf erkannt. Die messtechnische Umsetzung ist dabei teilweise schon abgeschlossen. Einige Jahre Erfahrung liegen nun an verschiedenen Stellen vor. Das Ergebnis: Es ist der richtige Weg.
Die Industrie kann aufgrund verschieden definierter Qualitätsstandards und fachlicher Betreuungsmöglichkeit unterschiedliche Lösungskonzepte realisieren.
Körperschall
Der Terminus „akustische Signale“ beinhaltet Luftschall und Körperschall. Für die beschriebene Aufgabenstellung hat sich die Messung und Analyse des Körperschalls als zweckmäßig erwiesen, da hier die akustische Kapselung des Prüfstands gegenüber Störgeräuschen entfallen kann. Daneben bietet das Körperschallsignal verbesserte Möglichkeiten der Fehlerdiagnose. Traditionell werden an Produktionsprüfständen zahlreiche Signale, zum Beispiel Drehmoment, Drucke und Temperaturen gemessen. Mit der Überwachung dieser Größen konnte ein gewisses Maß an Qualitätsanspruch befriedigt werden. Akustisch stark ausgeprägte Störgeräusche am Motor konnten zudem vom Prüfstandsfahrer mittels Ohr (für Luftschall) oder Hörrohr (für Körperschall) erfasst werden.
Unter dem steigenden Kosten- und Qualitätsdruck, der auch zum konzeptionellen Wechsel vom Heißtest zum Kalttest führt, bietet die Körperschallprüfung die Chance, auf „eingeführte“ Qualitätsprüfverfahren nicht verzichten zu müssen und daneben Potenziale zur erweiterten, relevanten Prüftiefe zu erschließen. Die Erfahrung zeigt, dass mittels Körperschallprüfung Produktmängel erkannt werden können, die mit der Standardmesstechnik nicht greifbar sind.
Es sei zudem erwähnt, dass die Körperschallprüfung objektiv und reproduzierbar durchgeführt wird, und damit bezüglich Betriebsmittelfähigkeit der subjektiven Prüfung überlegen ist.
Diagnosefähigkeit und Fehlerbilder
Durch den Einsatz entsprechender Analyseverfahren können nicht nur allgemeine Bewertungen zur Erkennung von
– Beschädigungen,
– Montagefehler und
– untypischen Geräuschen
getroffen werden, sondern es kann auch die Fehlerdiagnose unterstützt werden.
Fehlerdiagnose bedeutet
– Identifikation der schadhaften Komponente
– Identifikation eines speziellen Fehlerbildes.
Die Tabelle stellt einige Diagnoseergebnisse zusammen, die mit diesen Verfahren erkannt wurden.
Heißtest – Kalttest
Die Körperschallprüfung kann sowohl am Heißtest als auch am Kalttest erfolgreich eingesetzt werden. Wesentlich für die Signalbewertung ist, dass beim Heißtest durch den statistischen Verbrennungsprozess die Akustiksignale verrauscht sind. Durch den Einsatz geeigneter Signalverbesserungs- und Analyseverfahren muss aber daraus kein signifikanter Nachteil für den Heißtesteinsatz die Folge sein.
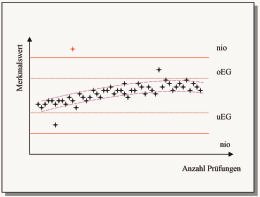
Prozessüberwachung und Eingreifgrenzen
Durch die rechnergestützte Überwachung der Produktion besteht die Möglichkeit, eine angemessene Prozessüberwachung für die Fertigung spezieller Motorenkomponenten, zum Beispiel von Nockenwellen und Ketten, zu unterstützen. Voraussetzungen dazu sind, dass das akustische Verhalten der relevanten Komponenten möglichst exakt erfasst wird, was für eine Fehlerdiagnose ohnehin erforderlich ist. Zudem ist eine statistische Behandlung der aktuellen Messwerte und der Historie durchzuführen. Das Bild zeigt den prinzipiellen Einsatz.
Analyseverfahren
Medav setzt zur Lösung der Aufgabenstellung Analyseverfahren aus dem Zeit- und Frequenzbereich ein. Besondere Bedeutung hat dabei die Ordnungsanalyse. Dazu wird ein Verfahren mit digitalem Resampling des zeitäquidistant abgetasteten Signals in drehwinkeläquidistante Abtastwerte eingesetzt. Hervorzuheben ist dabei die quadratische Interpolation der Stützstellen. Eine genauere Beschreibung des Verfahrens ist in [2] gegeben. Die Ordnungsanalyse bietet die Möglichkeit, spektrale Komponenten aus dem „Schwingungsmix“ entsprechend ihres Übersetzungsverhältnisses zur Bezugsdrehzahl heraus zu rechnen. Damit können die drehwinkelsynchronen Signalanteile gut ausgewertet werden. Dies ist zugleich ein erster Schritt für die Zuordnung Ursache – Wirkung einer Schwingungskomponente. Nicht alle gemessenen Frequenzanteile sind drehwinkelsynchron, zum Beispiel Klappergeräusche. Deshalb verwendet Medav auch andere Analyseverfahren, um diese Signaltypen zu erfassen und zu bewerten. Aus den jeweiligen Analyseergebnissen wie Frequenz- oder Ordnungsspektren werden sogenannte Merkmale abgeleitet, die zur Qualitäts- und Prozessbewertung verwendet werden können. Die Bildung dieser Merkmale beinhalten ein hohes Maß an Expertenwissen. Beim Einsatz von Mikrofonen ist zu beachten, dass messtechnische Fehler aufgrund der gegenüber Körperschallmessungen erheblich größeren Laufzeitunterschiede zwischen Erfassung der Drehzahlinformation und dem synchron aufzuzeichnenden Akustiksignal entstehen. Die Einführung einer konstanten Korrekturgröße ist aufgrund der geometrischen Verteilung der Erreger wiederum nicht zwangsweise zu empfehlen. Der Fachmann weiß, dass sich Motorenfehler nicht in allen Betriebszuständen des Motors gleichermaßen äußern und teilweise auch nur bei bestimmten Bedingungen auftreten. Mit dem akustischen Prüfansatz können nur diejenigen Mängel festgestellt werden, die sich im jeweiligen Betriebszustand im Schwingungssignal auch äußern. Lösungen können im Einzelfall in der Adaption des Prüflaufs liegen.
Literaturhinweise
[1] Jonuscheit, Strama: Akustische Prüfung von Verbrennungsmotoren in der Produktion. MTZ 11/2000, S. 17-21, Vieweg-Verlag, Wiesbaden.
[2] Groppe, Jonuscheit, Strama, Thomä: Ordnungsanalyse. Messtechnik und Messsignalverarbeitung MESSCOMP 1996, Wiesbaden, Expert Verlag, Renningen-Malmsheim.
Erfahrungen bei BMW Steyr
Die BMW-Motorenfabrik in Steyr, Österreich, ist Vorreiter bei der Einführung von anspruchsvoller Körperschallmesstechnik in den Produktionsprüfstand. BMW setzt die MEDAV-Technologie bei ihren neuesten Dieselmotoren ein. Der Erfolg: Der Fehlerbeseitigungsprozess wurde wesentlich verbessert und das Qualitätsniveau für den Kunden dadurch erhöht.
Bei dieser Anwendung sind folgende Realisierungsdetails hervorzuheben:
– Die ANOVIS-Analysesoftware ist in dem Prüfstands-PC integriert. Damit werden Kosten für die Anschaffung und Ersatzteilhaltung sowie Platz eingespart.
– ANOVIS arbeitet in Echtzeit und misst parallel zu laufenden Funktionsprüfungen. Damit ist keine zusätzliche Prüfzeit erforderlich.
– Es wurden verschiedene Plausibilitätsprüfungen in die Körperschallanalyse eingebaut, zum Beispiel die Erkennung von zufälligen Störungen im Sichtbereich des Lasers, um die Betriebszuverlässigkeit zu erhöhen und Pseudoausschuss zu vermeiden.
Teilen:







{kind=link}