







Taktile- und Multisensor-Koordinatenmessgeräte werden heute nicht mehr ausschließlich im Prüflabor, sondern in zunehmendem Maße direkt in der Fertigung eingesetzt. Dies bedeutet Messen bei Temperaturen, die von der Referenztemperatur 20°C stark abweichen können. Die aus dieser Temperaturdifferenz resultierenden Messfehler werden oft unterschätzt, bleiben unberücksichtigt und verfälschen dadurch die Messergebnisse.
Dipl.-Ing. (FH) Detlef Ferger, Dipl.-Ing. (FH) Hans Joachim Neumann, Werth Messtechnik, Giessen
Neben anderen Effekten wie z.B. thermisch bedingte Verformungen des Messgerätes, Längenänderungen der Taster u. a., ist die thermisch bedingte lineare Messabweichung durch die Temperatur des Werkstücks und der Maßstäbe erfahrungsgemäß die bedeutendste Fehlerquelle. Deshalb ist es unerlässlich, bei Platzierung der Messgeräte in der Fertigung entsprechende Korrektur-Maßnahmen anzuwenden.
Thermisch bedingte Messabweichung
Die von 20°C abweichenden Temperaturen führen dazu, dass sich die Maßstäbe des Koordinatenmessgerätes und das zu messende Teil aufgrund verschiedener Materialien unterschiedlich ausdehnen. Hinzu kommt noch der Einfluss unterschiedlicher Temperaturen. Da in einem Längenmessgerät diese Ausdehnungen richtungsgleich sind, wird nur die Differenz der Ausdehnung von Maßverkörperung und Werkstück wirksam. Der Einfluss der Wärmedehnung ist weitgehend linear. So ist eine einfache lineare Korrektur in den jeweiligen Messachsen kostengünstig realisierbar und bei kleineren Messlängen ausreichend.
Die thermisch bedingte Längenänderung wird prinzipiell wie folgt berechnet:
nL = a• L0 • nt
nL = thermisch bedingte Längenänderung
a = Ausdehnungskoeffizient
L0 = Bezugslänge, praktisch auch gemessene Länge
nt = Temperaturabweichung nt = t – 20° C
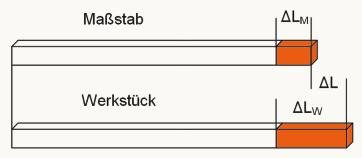
Ausdehnung des Maßstabs:
nLM = aM • L0 • ntM
Ausdehnung des Werkstücks:
nLW = aW • L0 • ntW
Die thermisch bedingte Längenmessab- weichung (Bild 1) ist die Differenz von nLM und nLW:
nL = L0 (aW • _tW – aM • ntM)
Wie man aus obiger Gleichung erkennen kann, sind bei gleicher Temperaturabweichung nt am Werkstück und Maßstab, wovon man im vereinfachten Fall ausgehen kann, nur noch die Differenzen der Ausdehnungskoeffizienten für die Längenmessabweichung nL ausschlaggebend.
In der Tabelle 1 sind die möglichen Messfehler, entsprechend der thermisch bedingten Längenmessabweichung nL bei Werkstücken unterschiedlicher Materialien für 20°C, 25°C, 30°C und 35°C Umgebungstemperatur dargestellt. Die Werte gelten für eine Messlänge von 100 mm und für Maßstäbe aus Stahl. Weiterhin wird vorausgesetzt, dass Werkstück und Maßstäbe die gleiche Temperatur angenommen haben.
Die Tabelle zeigt, dass an einem Sommertag bei 35°C in der Fertigungshalle bei der Messung eines Bauteils aus PVDC mit der Länge 100 mm ohne Korrektur mit einem zusätzlichen Messfehler von 208 µm zu rechnen ist. In der Praxis ist mit etwas anderen Abweichungen zu rechnen, da meist die Maßstabstemperaturen und die Werkstücktemperatur verschieden sind. Dies ändert aber nichts daran, dass die Abweichungen unakzeptabel groß sind.
Die Längenausdehnungen von Maßstab und Werkstück können sich kompensieren, wenn Maßstab und Werkstück aus dem gleichen Material sind, wie z.B. bei der Paarung Stahl – Stahl (s. Tabelle 1). In der Praxis trifft dies aber meist nicht zu, d. h. die Ausdehnungskoeffizienten sind verschieden. Als Schlussfolgerung kann man ableiten, dass eine entsprechende Korrektur des thermischen Einflusses zwingend erforderlich ist.
Fertigungstaugliche Messgeräte – integrierte Temperatur- kompensation ist erforderlich
Die Gerätebaureihe ScopeCheck (Bilder 2,3) bietet eine solide Konstruktionsbasis aus Hartgestein mit zum Patent angemeldeten, gekapselten Führungen.
Die Geräte sind modular konzipiert und können somit exakt auf die Forderungen der Anwender angepasst werden. Zum Ausstattungsprogramm gehören schaltende und messende Tastsysteme sowie Laser- und Bildverarbeitungssensoren. Die Geräte gestatten sowohl einfache manuelle Messungen als auch CNC-gesteuertes Messen mit 2D und 3D CAD Datensätzen.
Mit dem Werth TomoScope (Bild 4) ist es der Werth Messtechnik GmbH gelungen, weltweit erstmalig die Röntgen-Computer-Tomografie in ein Multisensor-Koordinatenmessgerät zu integrieren. Die Anwender sind damit in der Lage, eine zerstörungsfreie Komplettmessung bei gleichzeitiger Rückführbarkeit der Messergebnisse auf nationale Standards zu realisieren. Durch die kompakte Konstruktion in Granit und die Ausführung als Vollschutzgerät, sowie die einfache Bedienung, kann das TomoScope direkt ohne weitere Vorkehrungen eingesetzt werden. Die Zeitersparnis bei der Erstbemusterung von Kunststoffteilen von derzeit einigen Tagen auf wenige Stunden, bietet den Anwendern einen erheblichen Wettbewerbsvorteil.
Alle Geräte der „Scope“ Baureihe wurden exakt auf die Bedürfnisse im Fertigungseinsatz abgestimmt und können unter Berücksichtigung der Ausdehnungskoeffizienten von Gerät und Werkstück, der Temperatur des Werkstücks und der entsprechenden Temperaturen an den Maßstäben eine Korrektur berechnen. Die Temperaturen an den Maßstäben werden durch Sensoren gemessen und so die Wärmedehnung der Maßstäbe automatisch berücksichtigt. Gleichfalls wird die Umgebungstemperatur in der Nähe des Werkstücks oder optional durch Kontaktthermometer gemessen und berücksichtigt. Für jeden Messwert wird der längenabhängige Korrekturwert – _L nach obiger Formel berechnet und die Messergebnisse entsprechend korrigiert. Diese Korrektur gilt natürlich auch bei raumschräger Anordnung der Messlänge, da in allen drei Achsen des Messvolumens korrigiert wird und somit jeweils die projizierten Anteile Berücksichtigung finden.
Nötige Randbedingungen sind die Angabe eines möglichst genauen Wertes für den Ausdehnungskoeffizienten des Werkstückes und die Einhaltung der räumlichen (_K/m) und zeitlichen (_K/h) Temperaturgradienten nach den Vorgaben des Geräteherstellers. Sollte der Ausdehnungskoeffizient des Werkstücks nicht bzw. nur unzureichend bekannt sein, schafft selbst eine Schätzung des Wertes noch eine erhebliche Reduzierung der Längenmessabweichung. Dies gilt insbesondere bei großen Messbereichen (Bild 5).
Messgeräte für höhere Genauigkeitsanforderungen – Temperaturkompensation reduziert den Aufwand für den Messraum
Multisensor-Koordinatenmessgeräte der Baureihe VideoCheck (Bild 6) zeichnen sich durch eine präzise luftgelagerte Mechanik aus. Die Längenmessabweichung solcher Geräte ist typischerweise mit E1 = (0,75 + L/500)µm spezifiziert. Mit diesen Geräten werden verschiedenste genauere Fertigungsteile gemessen. Hierbei ist zu bedenken, dass Toleranzen von einigen wenigen 10 µm in einer modernen Fertigung schon selbstverständlich sind.
Um die Messprozesseignung in solchen Dimensionen zu gewährleisten, ist die oben genannte Geräteklasse erforderlich. Neben Bildverarbeitung, messenden und schaltenden Tastsystemen stehen verschiedene andere spezielle Sensoren zur Verfügung, um die jeweilige Messaufgabe komplett zu lösen.
Um oben genannte Spezifikation zu erreichen ist es erforderlich, das Gerät klimatisiert aufzustellen und die zu messenden Teile vor der Messung an die herrschende Temperatur anzugleichen. In normalen Messräumen kann aber eine Abweichung von einigen Kelvin verbleiben. Je nach Ausstattung der Messräume, insbesondere hinsichtlich zeitlicher und örtlicher Temperaturkonstanz, reicht dies nicht vollständig aus. Durch Einsatz einer hochpräzisen Temperaturkompensation, bei der die Teiletemperatur unter Umständen durch mehrere Sensoren exakt bestimmt werden muss, kann auch bei solchen Messräumen eine geringe Messunsicherheit erreicht werden. Die hierfür zum Einsatz kommende Hardware muss allerdings höchsten Anforderungen hinsichtlich Auflösung und Genauigkeit entsprechen. Es ist sonst möglich, dass durch die Temperaturkompensation größere Abweichungen verursacht werden, als man hier eigentlich beheben will. Eine unbedingte Voraussetzung ist das sorgfältige kontaktieren der Temperatursensoren am Werkstück. Daher kann für die vorgenannten Anwendungen ein ausreichend stabiler Klimaraum deutlich vorteilhafter sein.
Höchstgenaue Messgeräte für den Sub-Mikrometerbeich – stabile Temperaturbe- dingungen sind Voraussetzung
Die Geräte VideoCheck HA und VideoCheck V HA (Bilder 7 und 8) sind die derzeit genauesten Multisensor-Koordinatenmessgeräte. Mit E1 = (0,25 + L/900)µm bzw. E1 = (0,5 + L/900)µm (bei uni- bzw. bidirektionaler Antastung) bieten diese eine bislang unerreichte Präzision für Anwendungen wie Messmittelkalibrierung, Messung von hochgenauen Fertigungsteilen, Mikrogeometrien und Werkzeuge.
Ein mechanischer Aufbau aus Hartgestein mit speziellen, schwingungsarmen Luftlagern, höchste Maßstabsauflösung und konstruktive Maßnahmen gegen Hysterese garantieren hervorragende Reproduzierbarkeiten der Messergebnisse im Bereich von 0,1 Mikrometer und kleiner. Eine „vollständige“ Korrektur geometrischer Abweichungen erfolgt auf der Grundlage höchstgenauer durch die Physikalisch Technische Bundesanstalt kalibrierter Normale. Die Geräte sind modular konzipiert und können exakt auf die Forderungen der Anwender abgestimmt werden. Bildverarbeitung, Laser und der weltweit kleinste (Tastkugeldurchmesser bis 10 µm) und genaueste (Antastabweichung 0,1 µm) taktile Sensor „Werth Fasertaster – WFP“ gehören zur Sensorausstattung. Trotz konstruktiver Gegenmaßnahmen können die extremen Spezifikationen dieser Geräte nur bei guten thermischen Umgebungsbedingungen gewährleistet werden. Selbst kleinste örtliche oder zeitliche Temperaturschwankungen würden die Genauigkeit der Messergebnisse erheblich beeinträchtigen. Eine messtechnische Erfassung solcher Temperaturschwankungen kleiner 0,1 K wäre an vielen Positionen im Koordinatenmessgerät und insbesondere am und im Werkstück nicht realisierbar. Auch sind die Fehlereinflüsse der Temperaturmessung selbst, wie Auflösung und Kalibrierunsicherheit, Wärmeleitung an der Kontaktstelle und Restfehler durch nicht erfasste Temperaturgradienten zu groß. Eine Temperaturkompensation ist bei dieser Geräteklasse deshalb wenig sinnvoll. Es ist eine Temperierung der Teile und des Messgerätes im 1/10 Kelvin Bereich erforderlich.
Ergebnis der Temperatur- korrektur – Vergleich korrigiert gegen nicht korrigiert
Wird eine Temperaturkompensation für erforderlich gehalten (Fertigungsbetrieb oder „normaler“ Klimaraum) kann nicht davon ausgegangen werden, dass nun keine Temperatureinflüsse mehr vorliegen. Trotz der Korrektur des thermischen Einflusses verbleibt eine restliche Messunsicherheit, die umso geringer ist, je besser der Ausdehnungskoeffizient des Werkstücks bekannt ist und je genauer die Temperatur gemessen wird.
Ein Beispiel soll dies verdeutlichen:
Ohne Korrektur entsteht (s. Tabelle 1) bei 35°C an einem 100 mm langen PVDC-Werkstück ein Messfehler von 208 µm. Mit Korrektur reduziert sich der Temperatureinfluss wie in der Tabelle 2 für unterschiedliche Grenzabweichungen dargestellt ist [1].
Unter „Grenzabweichung“ ist die maximal mögliche (geschätzte) Abweichung vom wahren Wert zu verstehen. Er wird als rechteckverteilt angenommen. Die so genannte „erweiterte Messunsicherheit“ ist nach der internationalen Normung die mit dem Erweiterungsfaktor k = 2 multiplizierte Standardabweichung und gilt somit für einen Vertrauensbereich von 95 %.
Für das gewählte Messbeispiel sei davon ausgegangen, dass die Temperatur mit einer Grenzabeichung von 0.5 K gemessen werden kann. Der Ausdehnungskoeffizient des Werkstücks sei mit einer max. Abweichung von 5 % bekannt. Laut Tabelle 2 verbleibt damit eine Messunsicherheit von 16 µm. Das sind hier nur noch 7,7 % des ursprünglichen Fehlers von 207,8 µm ohne Korrektur.
Tipps für die Praxis
Die Temperaturkorrektur wird sicherer und wirksamer wenn folgende Maßnahmen getroffen werden:
- Möglichst nur geringe Temperaturänderungen zulassen
- Zugluft vermeiden
- Bei schnellen Temperaturänderungen Geräte umhausen
- Wärmequellen konstant in Betrieb halten
- Geräte mindestens im Abstand von 1 m zu den Wänden installieren
- Fußboden thermisch isolieren
- Keine direkte Sonneneinstrahlung zulassen
- Das Messobjekt sollte die Umgebungstemperatur angenommen haben
- Berührung der Teile mit den Händen vermeiden bzw. Handschuhe tragen
- Konstante Temperatur während eines Messzyklus sicherstellen
- Bei langen Messzyklen, Driftkontrolle durch Überprüfung des Referenzkoordinatensystems durchführen
Durch die genannten Maßnahmen und den Einsatz von Messgeräten mit Temperaturkorrektur können Koordinatenmessgeräte in der Fertigung auch unter schwierigen Temperaturbedingungen erfolgreich eingesetzt werden. Ohne eine solche Korrektur sind die Messergebnisse mit nicht vernachlässigbaren Fehlern behaftet. Diese können u. U. wesentlich größer als die Fertigungstoleranzen sein, die eigentlich überprüft werden sollen.
Literatur:
[1] Neumann, H. J. „Lineare thermische Einflüsse – Ein Leitfaden für den praktischen Einsatz“, S. 283 – 304, aus Neumann, H. J. „Präzisionsmesstechnik in der Fertigung mit Koordinatenmessgeräten“, expert verlag, 2te Auflage, 2005.
[2] Christoph R., Neumann H.J., Multisensor-Koordinatenmesstechnik – Produktionsnahe optisch-taktile Maß-, Form- und Lagebestimmung, Verlag Moderne Industrie, ISBN 3–478–93290–4.
Wert Messtechnik, Gießen
QE 511
Teilen:







{kind=link}