


Bei Produktionsprozessen mit messbaren Toleranzen wird die Standardabweichung der tatsächlich gemessenen Ergebnisse mit Sigma bezeichnet. Ist die Produktion soweit unter Kontrolle, dass die Toleranzgrenze des Prozesses bzw. der Produkteigenschaften weniger als das Sechsfache dieser Standardabweichung (Six Sigma) beträgt, dann liegen 99,99966 % der gefertigten Produkte innerhalb der zulässigen Grenzen. Mit anderen Worten: nur 3–4 Teile aus einer Million sind irgendwie defekt. Dieser Beitrag erläutert Möglichkeiten der Prozessoptimierung durch den Einsatz von Bildverarbeitungssystemen.
Thomas Simon, Falcon-Vision GmbH
In den letzten Jahren hat sich Six Sigma zu einer Methode der Prozessverbesserung entwickelt. Dabei werden mit einer Vielzahl von wohldefinierten Schritten die Ursachen von Produkttoleranzen ermittelt und beseitigt. So lassen sich Ausschuss und Kosten reduzieren, die Wertschöpfung entsprechend verbessern und schließlich ein starker Anstieg der Kundenzufriedenheit erreichen. Der Verbesserungsprozess ist nicht auf die Produktion beschränkt. Auch Auftragsabwicklung, Logistik, Entwicklung oder andere Geschäftsbereiche profitieren davon.
Die heute üblichen Verträge mit Automobilzulieferern erlauben in der Regel noch 20 defekte Teile in einer Million. Da das Ziel aber weiterhin die Null-Fehler-Produktion ist, haben auch in dieser Branche die Six Sigma-Techniken Einzug gefunden. Das hat dann u.a. zur Folge, dass Endabnehmer auf eigene Eingangskontrollen verzichten, sondern statt dessen darauf bestehen, dass die Zulieferer ihre Produkte automatisch kontrollieren. Andernfalls riskieren sie ihren Auftrag.
Six Sigma und die Bildverarbeitung
Die visuelle Prüfung war schon immer wesentlicher Bestandteil der Qualitätssicherung. Mit der Einführung industrieller Bildverarbeitungssysteme (IBV) konnten die typischen Schwächen der Prüfung durch Mitarbeiter überwunden werden: Subjektivität, Fehlentscheidungen durch Unachtsamkeit oder Ermüdung. Kommt noch dazu, dass heute bei vielen Fertigungsprozessen statistische Auswertungen der Qualitätskontrollen genutzt werden, um Trends in der Produktion zu erkennen.
Früher wurden diese statistischen Daten auf der Basis von Stichproben ermittelt. Mit der gestiegenen Arbeitsgeschwindigkeit von Bildverarbeitungssystemen ist heute in den meisten Fällen eine Kontrolle der gesamten Produktion möglich. Dann basieren die Ergebnisse der statistischen Prozessanalyse auf der Vermessung jeder einzelnen gefertigten Komponente, so dass nicht nur mehr oder weniger zufällige Fehler entdeckt werden, sondern auch feine Abweichungen im Herstellungsprozess. Die 100 %-Prüfung passt sehr gut zur Six Sigma-Methode, die fünf konkrete Schritte kennt: Definition, Messung, Analyse, Verbesserung und Steuerung.
Die industrielle Bildverarbeitung kann messen, Daten sammeln und in die Fertigung integriert ermöglichen entsprechende Systeme auch direkte Rückkopplung in den Prozess. Die Analyse bestimmter Daten in Echtzeit – also ohne den Produktionstakt zu stören – liefert die Grundlage zur Optimierung definierter Prozessschritte.
Am Beispiel der Herstellung einer Autolampe soll gezeigt werden, welche Schlüsselrollen die Bildverarbeitung und das Six Sigma-Konzept spielen. Die IBV-Systeme werden an mehreren Stellen im Produktionsprozess eingesetzt: bei der Herstellung von Glasrohren, der Lampenfassung und beim Zusammenbau der Lampe selbst.
Herstellung von Glasrohren
Glasrohre zur Herstellung der Glashülle von Autolampen benötigen in Bezug auf Rundheit und Wandstärke sehr enge Toleranzen. Hier kommt das Bildverarbeitungssystem QualiLine-G von Falcon-Vision Rt. zum Einsatz, das für die prozessintegrierte Prüfung in der Glasindustrie und zur Qualitätssicherung in der Automobil und -zulieferindustrie entwickelt wurde. Die Glasrohre kommen mit einer Geschwindigkeit von maximal 3 m/s aus dem Schmelzofen und durchlaufen die Prüfstrecke (Bild 1). Eine neuartige, auf Laserlicht basierende Technik führt die verschiedenen Messungen gleichzeitig mit drei um das Glasrohr angeordneten Prüfköpfen durch. Geprüft wird die Wanddicke und die Einseitigkeit (Differenz zwischen maximaler und minimaler Dicke in einem gegebenen Rohrabschnitt.) Im Takt von 25 Messungen pro Sekunde werden die Ergebnisse in Echtzeit auf einem Industrie-PC gespeichert, verarbeitet und die Ergebnisse der Auswertung an die Produktionsanlage zurückgemeldet.
Falls nötig, können so die Betriebsparameter des Schmelzofens automatisch rejustiert werden, um ein konstant gutes Produktionsergebnis zu sichern. Die gewonnenen Daten können gespeichert und u.a. zur Zertifizierung der Produkte weiter genutzt werden. Die Glasrohrfabrikation benutzt das Six Sigma-Konzept.
Herstellung der Lampensockel
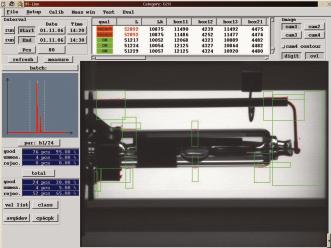
Der Kunststoffsockel von Autolampen wird im Spritzgießverfahren hergestellt. In dem hier beschriebenen Anwendungsbeispiel liefert der Hersteller die Sockel an den Lampenhersteller, komplettiert mit zwei Metallkontakten und vier Metallplatten, die diagonal zu einander angeordnet sind bzw. wie eine Krone erscheinen. Zur 100 %-Prüfung der so komplettierten Sockel wurde eine automatisch arbeitende Anlage entwickelt. Ein Förderband transportiert sie zu zwei Prüfstationen wo Position und Höhe der Kontakte und der die Krone bildenden Metallflächen auf der Innenseite der Lampe vermessen werden. Danach sind Lage und Höhe der Kontakte auf der nach außen gerichteten Seite des Sockels zu vermessen (Bild 2). Ohne jeden menschlichen Eingriff werden die Sockel nach der Prüfung automatisch in entsprechende Gut- oder Schlecht-Körbe geschleust.
Jede Messstation verfügt hier über vier Kameras. Alle gemessenen Parameter werden für jeden einzelnen Lampensockel zusammen mit den entsprechenden Bildern gespeichert und bleiben verfügbar. Ein entscheidender Punkt bei diesen Prüfungen ist, dass vier unterschiedliche Spritzgussmaschinen für die Herstellung der Sockel verwendet werden und jeder Sockel dem Inspektionssystem in einer magnetisch codierten Halterung zugeführt wird. So ist bei der Prüfung erkennbar aus welcher Maschine der jeweilige Sockel kommt. Mit diesem Trick lassen sich die statistischen Analysen nicht nur für die Gesamtmenge der Sockel berechnen sondern auch für jede Teilmenge aus einer bestimmten Spritzgießmaschine. Eventuell auftretende Probleme einzelner Maschinen sind frühzeitig zu erkennen und zuzuordnen.
Zur Datenanalyse steht ein sehr umfangreiches Statistik-Softwarepaket zur Verfügung. Zum Beispiel lassen sich die Daten in Form von Qualitätsklassen als Funktion der Zeit oder der Stückzahl anzeigen.
Montage der Lampenkomponenten
Im weiteren Fertigungsprozess der Lampe selbst, gibt es eine ganze Reihe von Montageschritten, wo es auf die Lage, Größe, Orientierung, oder die relative Ausrichtung einzelner Teile ankommt. All dies können Bildverarbeitungssysteme kontrollieren (Bild 3). Entsprechend der Aufgabe, für die sie eingesetzt werden, verfügen sie über ganz unterschiedliche Komplexität. Manchmal reichen ein oder zwei Kameras aus, aber es können auch neun oder zehn zum Einsatz kommen.
Gelegentlich werden Bildverarbeitungssysteme vollständig in Fertigungssysteme integriert. Dann erarbeiten beide Systemlieferanten gemeinsam eine Produktionslinie, die nahtlos mit der Bildverarbeitung vernetzt ist. In diesen Fällen kann das IBV-System auch interaktiv in die Fertigung eingreifen, wie zum Beispiel beim Ausrichten von Teilen. Das Bildverarbeitungssystem prüft nicht nur die räumliche Anordnung der Teile, sondern steuert über Schrittmotoren auch ihre Position bis sie innerhalb vorgegebener Toleranzen liegen. Geschwindigkeit und Genauigkeit sind hier von überragender Bedeutung. Der Typische Durchsatz liegt zwischen 1 500 und 2 000 Teilen in der Stunde. Die geforderte Messauflösung liegt bei wenigen Mikrometern und die Laufzeit der Anlagen kann durchaus 24 Stunden täglich betragen. Gleichzeitig werden die Daten von allen Messungen für statistische Kontrollzwecke genutzt, was besonders wichtig sein kann, wenn unterschiedliche Fertigungseinrichtungen genutzt werden. Denn dann lässt sich leicht die Linie finden, in der sich die produzierten Teile den vorgegebenen Toleranzgrenzen mehr und mehr annähern.
Six Sigma erreichen
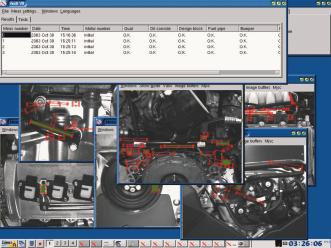
Es gibt noch viele weitere Beispiele für den Einsatz von Bildverarbeitungssystemen in der Automobilindustrie. Die reichen von der Zylinderkopfprüfung bis zur Motorenmontage selbst (Bild 4)
Wie die oben beschriebenen Beispiele zeigen, können Bildverarbeitungssysteme riesige Mengen an Messdaten für den Six Sigma-Verbesserungsprozess liefern. Aber was passiert, wenn Fertigungsprozesse einfach nicht genügend verbessert werden können um die Six Sigma-Anforderungen zu erfüllen? Dann bietet sich die Bildverarbeitung als Lösung an, Teile außerhalb der Toleranzen herauszufiltern und so doch sicher zu stellen, dass max. 3 bis 4 aus einer Million die Kunden erreichen. Um Produktionsausschuss zu minimieren sollte aber kein Aufwand gescheut werden, das Six Sigma-Ziel zu erreichen.
QE 526
Teilen:







{kind=link}