





Wer anspruchsvolle Teile zum Beispiel an die Automobilindustrie liefern und damit auch noch Geld für die eigene Unternehmensentwicklung verdienen will, muss seine Kosten und nicht zuletzt die QS im Griff haben. Reklamationen gehen ins Geld und kratzen am Image. Weshalb die Ritter Leichtmetallguss GmbH für die obligate 100% Kontrolle von Wasserpumpen und Konsolenblenden seit 2003 verstärkt eigenkonzipierte Handmessplätze einsetzt, bei denen visicontrol ihre BV-Systeme und bildverarbeitungsspezifisches Applikations-know-how beisteuert. Der Erfolg: Bei den damit geprüften Teilen gibt es vom Start weg Null Reklamationen.Und im Vergleich zu herkömmlichen taktilen und visuellen Prüfungen ist der Prüfdurchsatz wesentlich höher.
Im Jahr 1946 als Kokillengießerei gegründet, hat sich die Ritter Leichtmetallguss GmbH in Weinstadt-Strümpfelbach heute als 270 Mann starker Entwicklungs- und Herstellungspartner für die montagefertige just-in-time-Lieferung von Leichtmetallgussteilen in höchster Qualität etabliert. Das Produktionsprogramm umfasst rund 500 verschiedene Produkte mit Gewichten von 20 bis 5.000 Gramm. Die heterogene Kundschaft rekrutiert sich aus beinahe allen Industriezweigen, in denen Gussteile aus Aluminium und seinen Legierungen 1. Wahl sind. Doch: groß zu werden ist schon schwer, es zu bleiben noch viel mehr.
Die Kunden, insbesondere aus der Automobilindustrie, verlangen nicht nur günstige Preise, sondern auch eine bedarfsgerechte, pünktliche Lieferung von durchgängig fehlerfreien Teilen. Insbesondere bei anspruchsvollen Gussteilen ist eine 100%-Kontrolle häufig obligat, wobei aber der Prüfaufwand natürlich keinesfalls die knappen Margen aufzehren darf. Eine Automation der notwendigen Prüfschritte scheidet vielfach schon aus Gründen zu kleiner Losgrößen aus. Und so hilft man sich landauf, landab zumeist damit, dass angelerntes Personal visuell wie taktil, unter Einsatz von Messschiebern, -taster, -uhren, Prüflehren und -dornen, und wo es passt auch Mal mit Mehrstellenmessgeräten auf Fehlersuche geht. Die Zuverlässigkeit einer solchen QS steht und fällt mit Leistungswille, -fähigkeit und -kurve der PrüferInnen. Konstanz ist hier nicht zu erwarten – berechtigte Reklamationen sind nur eine Frage der Zeit.
Was also tun? Nun: Heinz Kübler, Ausbildungsleiter der Ritter Leichtmetallguss GmbH in Weinstadt und „nebenbei“ mit dem Bau von Betriebsmitteln, Vorrichtungen und Prüfeinrichtungen betraut, schaut gerne über den Tellerrand des eigenen Aufgabengebietes und nahm 2002 das Thema Bildverarbeitung allgemein und insbesondere die Offerten der mittlerweile rund 200 Anbieter auf dem Deutschen Markt genauer unter die Lupe. „Mir war sofort klar, dass die Bildverarbeitung nicht nur für die Prozessüberwachung und Qualitätssicherung von großen Stückzahlen, sondern auch für die 100%-Kontrolle von kleinen Losgrößen sehr interessant sein kann.“ Allerdings zeigte sich auch ganz schnell, dass „viele Systemanbieter auf dem Papier und am Telefon zwar alles können, wenn es konkret wird, aber ein Ja-aber kommt.“ Und so verdichtete sich die Zahl der problemlösungsorientierten Anbieter ruckzuck auf 10 und schließlich auf zwei. Ein Knackpunkt war laut Kübler „die Oberfläche unserer Bauteile. Die Reflexionseigenschaften von Alugussteilen variieren zum Teil sehr stark.“ Ein anderes Kriterium war, dass alle Komponenten, also Rechner, Beleuchtung und Software aus einem Haus kommen. Hierzu kamen spezielle Anforderungen, wie etwa das Prüfen von Bohrungen und Kanälen in Lagergehäusen auf Grat- und Spanfreiheit. Nur eine Vermutung, aber sicher nicht abwegig, ist ferner, dass „einige BV-Anbieter ihre Systeme wohl gerne ohne viel Beratungsaufwand verkaufen möchten. Große Stückzahlen waren hinter meiner Anfrage außerdem ja auch nicht zu vermuten, da es mir ersteinmal nur um die Erweiterung eines vorhandenen Mehrstellenmessplatzes ging.“
Zu guter Letzt fühlte sich Kübler mit seiner Anforderung bei der visicontrol GmbH in Weingarten am besten verstanden und aufgehoben. „Die sitzen nicht im Elfenbeinturm, sondern haben sich vom ersten Kontakt weg problemlösungsorientiert und sehr engagiert mit unseren Anforderungen auseinandergesetzt.“ Was Kübler ebenfalls beeindruckte: „Die kennen Ihre Hardware, die Mitarbeiter haben wirklich sehr viel Praxiserfahrung mit ihrem System und vor allem auch Geduld mit einem BV-Anfänger, wie ich es war. Denen war ziemlich schnell klar, dass wir für die angefragte BV-Lösung zum Prüfen einer Radioblende fünf Kameras und spezielle IR-Beleuchtungskörper benötigen.“ Und nachdem visicontrol die Lösung im wesentlichen skizziert hatte, überzeugte die Tatsache, dassdie Bodenseeschwaben nicht nur die erforderlichen BV-Zutaten aus einer Hand liefern konnten, sondern zudem bei der eigentlichen Applikation des BV-Systems tatkräftig Hand anlegten, was von Voruntersuchungen, Testaufbauten bis hin zur Vorführung für den Endkunden und die Inbetriebnahme des Messplatzes bei visicontrol ging. Kübler: „Der Endkunde entscheidet mit, welche Prüfmaßnahmen gefordert, sinnvoll und machbar sind. Außerdem müssen unsere Endkunden unsere Prüfmethoden akzeptieren. Durch die enge Projektzusammenarbeit zwischen unserem Qualitätsleiter, dem Endkunden und visicontrol sowie die Inbetrieb- und Abnahme in deren Hause, sind alle Beteiligten auf der sicheren Seite.“
Aber wie rechnet sich so ein Aufwand? Auf diesen Einwand kontert Heinz Kübler: „Die Investition in ein Bildverarbeitungssystem wird dann teuer, wenn es nicht funktioniert!“ Ins gleiche Horn bläst auch Walter Hecht von der Visicontrol GmbH und erklärt im gleichen Atemzug zudem, warum Visicontrol auch solche kleineren BV-Projekte ernst nimmt: „Keine Anforderung gleicht exakt der anderen. insofern lernen wir mit jedem Projekt dazu. Mit dem Kauf eines Bildverarbeitungsrechnes oder einer sogenannten intelligenten Kamera, einer Beleuchtung und etwas BV-Software ist es ja zumeist nicht getan. Damit aus den BV-Zutaten eine wirklich zuverlässige, zielkonforme BV-Lösung wird, sollten nicht nur alle BV-Komponenten optimal ausgewählt und perfekt aufeinander abgestimmt sein. Für die Applikation ist in vielen Fällen Erfahrung notwendig, das gilt insbesondere für die Auswahl optimaler Beleuchtungskörper. Nicht selten führt erst ein speziell angefertigter Leuchtkörper zu optimalen, prozesssicheren Ergebnissen. Ein anderes wichtiges Thema ist die Programmierung. Je universeller und umfassender eine Softwarebibliothek ist, desto größer ist die Gefahr für den Anwender, dass er sich darin verliert und nicht die optimalen Bausteine für eine spezielle Lösung findet oder zumindest viel Zeit investieren muss. Visicontrol verfolgt einen ganz anderen Ansatz. Wir entwickeln und fertigen seit nunmehr über 15 Jahren Hardware, Software, Lichtsteuerung und Leuchtkörper selber. Probleme mit Schnittstellen und Treibern sind bei unserem System so gut wie ausgeschlossen. Wer sich für Visicontrol entscheidet bekommt BV-Lösungen aus einem Guss und aus einer Hand! Durch unser ausgeprägtes Applikationsgeschäft fließen unsere Erfahrungen aus den tatsächlichen Forderungen aus der Praxis unmittelbar in die Weiterentwicklung unserer Systeme zurück. Dadurch erfüllt unsere Betriebs- und Programmiersoftware VisiTeach alle BV-relevanten Erfordernisse und passt trotzdem auf einen Flash-ROM. Mit dem Vorteil, dass unsere speziell für die Bildverarbeitung designten BV-Rechner nicht nur Bestmarken in der Performance bieten, sondern auch heute noch ohne Festplatte auskommen. Unser BV-System benötigt kein aufgesetztes, Ressourcen raubendes Betriebssystem wie Windows und ist nach dem Einschalten umgehend betriebsbereit. Das nötige Wissen für die Bedienung und Programmierung selbst, vermitteln wir üblicherweise innerhalb von 1 bis 2 Schulungstagen. “
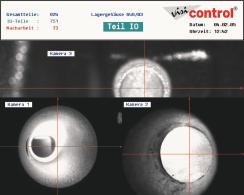
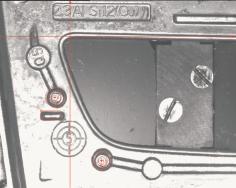
Was beim Ortstermin dann auch Heinz Kübler lobend erwähnt und zudem die im Rechner vorhandenen 16 digitalen, potentialfreien E/As sowie Drehgeber- und Zählereingänge als sehr positiv wertet. „Mit den MVS-40 Rechnern können wir ohne weitere Zusatzkosten für SPSen die komplette Steuerung von Prüfplätzen realisieren.“ Und diese Möglichkeiten nutzt die Ritter Leichtmetallguss GmbH nunmehr ausgiebig für die Realisation weiterer händisch bedienter Einzelmessplätze aus. Nachdem die Erstinstallaton des Blenden-Prüfplatzes die Reklamationen ad hoc gegen Null reduziert hat und sich gleichzeitig der Teiledurchsatz in der 100%-Kontrolle bedeutend erhöht hat, wurden die durchweg positiven Erfahrungen umgehend auf zwei weitere Prüfplätze für die durchgängige Kontrolle von Lagergehäusen übertragen. Bei diesen Applikationen werden neben der Planheit der Dichtflächen insbesondere die Bohrungskanäle „durchleuchtet“. Während Prüfplatz Nummer 2 noch für eine spezielle PKW-Pumpe und Stückzahlen bis 18.000 pro Monat ausgelegt wurde, eignet sich die Schwesteranlage bereits für den 100%-Komplettcheck von 3 Pumpenvarianten die in monatlichen Losgrößen bis 16.000 Stück produziert werden.
Heinz Kübler: „Die Bedienung der Mess-Stationen ist softwarteseitig und hinsichtlich des Handlings insgesamt so einfach konzipiert, dass die Mitarbeiter keine besonderen Qualifikationen benötigen – eine kurze Einweisung genügt.“ Das korrekte Einlegen des Prüflings in die Aufspannvorrichtung wird mittels induktiven Sensoren gecheckt. Liegt das Pumpengehäuse korrekt in der Vorrichtung, löst ein Tastendruck die eigentliche Prüfung mit 3 Kameras, insbesondere zweier Bohrungen aus. Sämtliche Prüfergebnisse werden innerhalb von Sekundenbruchteilen vom BV-Rechner ausgewertet, SPC-protokolliert und gespeichert. Neben numerischen Werten lassen sich bei Bedarf auch Bilder sichern Die Weiterverarbeitung der Messdaten in übergeordneten QS-Systemen ist grundsätzlich sowohl über Netzwerkanbindung als auch mittles CF-Card möglich. Ist das Teil i.O. wird das am LCD-Farbdisplay entsprechend visualisiert. Ist ein Merkmal nicht i.O. verriegelt ein Pneumatikzylinder den Prüfling in der Vorrichtung. Um die Arretierung zu lösen, muss der Prüfer das negative Prüfergebnis explizit quittieren, was die Aufmerksamkeit nachhaltig erhöht.
Die Erfahrungen mit den BV-basierten Messplätzen sind so gut, dass mittlerweile ein vierter Prüfplatz, diesmal für Gehäuseteile kurz vor der Vollendung steht. Wie gehabt, kommen auch hierbei Konzept und Maschinenbau komplett von Ritter. Die Komplettierung mit Bildverarbeitung sowie die Endabnahme übernimmt Visicontrol in Weingarten. Und da stellt sich zum Schluss eigentlich noch die Frage: Wie viele Euro kostet so ein BV-Messplatz? Darüber schweigen sich die Beteiligten leider aus. Nur soviel verrät Heinz Kübler: „Mit den BV-Messplätzen gelingt die 100%-Kontrolle deutlich schneller und zuverlässiger.“
Visicontrol, Weingarten
QE 525
Unsere Whitepaper-Empfehlung

Im GRATIS-Whitepaper finden Sie Tipps für die Optimierung der Produktion von Lithium-Ionen-Batterien – von der Optimierung einzelner Prozessschritte bis zum Gesamtprozess mit Smart Manufacturing. So erhöhen Sie die Qualität, verkürzen Prozesszeiten, verringern die Betriebskosten…
Teilen:







{kind=link}