


Die zerstörungsfreie Prüfung mittels Ultraschall (US) ist zwar weit verbreitet, die Technologie hat jedoch ihre Grenzen. Das Forschungszentrum Recendt entwickelt gemeinsam mit Partnern ein laserbasiertes System, das die Möglichkeiten der Technologie erweitert. Potenzielle Anwendungsgebiete finden sich unter anderem in der Automobilindustrie.
Laserultraschall (LUS) ist nicht grundsätzlich neu, bisher gab es aber noch keine kommerziell realistisch einsetzbaren Systeme auf dem Markt. Die Systemhersteller aus den USA sowie Kanada haben generell eine schwierige Servicesituation in Europa. Hinzu kommt, dass die Technologie zurzeit noch äußerst kostenintensiv ist. Ein europäisches System kann somit einen schnelleren Service bieten und durch neue Ansätze einen kostengünstigeren und leichteren Einstieg in die Technik ermöglichen.
Der wesentliche Unterschied von Laserultraschall zur klassischen Ultraschall-Prüfung liegt darin, dass das Ultraschallsignal ohne direkten Kontakt zur Probe erzeugt wird. Dies geschieht mit Hilfe eines ultrakurzen Laserpulses, der an der Objektoberfläche absorbiert wird – so wird die Oberfläche selbst zum Ultraschallerzeuger. Berührungslos wird auch das Signal erfasst: Die Ultraschallwelle wird an beliebiger Prüfstelle mit einem Detektionslaser aus der Distanz abgetastet. Somit sind weder ein Koppelmittel noch ein am Objekt positionierter Prüfkopf notwendig. Das Prüfobjekt kann entweder durch eine stationär montierte Scanner-Optik mit hoher Auflösung abgerastert werden, oder das Bauteil bleibt stationär und der LUS-Messkopf wird auf einem Roboterarm zur Prüfstelle bewegt. Durch Laserpulse mit einer Dauer im Bereich von Pico- bis Nanosekunden ist eine breitbandige Anregung von Ultraschallwellen bis in den Gigahertz-Bereich möglich.
LUS bietet somit zwei wesentliche Vorteile:
- Berührungslosigkeit und somit die Möglichkeit, Proben zu untersuchen, bei denen der Einsatz konventioneller Ultraschall-Methoden unmöglich ist, zum Beispiel wegen äußerer Umstände (hohe Temperatur der Probe, glühende Bauteile) oder aufgrund von Prüfvorschriften (kein Koppelmittel erlaubt, Raumfahrt).
- hohe Bandbreite der Ultraschall-Frequenzen: Durch die hohe erreichbare obere Grenzfrequenz und die gute laterale Auflösung sind Untersuchungen von sehr feinen Strukturen möglich. Zusätzlich bietet die hohe Bandbreite (im Gegensatz zur konventionellen US-Prüfung mit schmalbandigen US-Signalen) die Möglichkeit, die Kornstruktur der Probe zu analysieren.
Die Möglichkeiten der Laserultraschall-Technik lassen sich etwa bei der Einhärtetiefenbestimmung verdeutlichen, die unter anderem in den Qualitätsprozessen der Automobilindustrie eine Rolle spielt.
Die Detektion der Einhärtetiefe bei zum Beispiel induktiv- oder einsatzgehärteten Bauteilen erfolgt üblicherweise zerstörend und zeitaufwändig – und daher nur in Stichproben. Dabei wird die Probe an der zu untersuchenden Stelle auseinandergesägt, poliert, mit einer Säure angeätzt und anschließend unter dem Mikroskop untersucht. Die Härtung ist dabei durch die Unterschiede im Korngefüge deutlich erkennbar: Der gehärtete, martensitische Bereich weist ein sehr feines Gefüge auf, wohingegen der nicht gehärtete, ferritische Bereich größere Körner zeigt.
Konventioneller Ultraschall versagt hier, da die akustischen Impedanzen der beiden Bereiche annähernd gleich sind – und genau hier setzt die Analyse durch Laserultraschall an. Die anfangs erwähnte Erzeugung von sehr breitbandigen Ultraschallwellen bedeutet, dass US-Wellen beginnend mit sehr großen Wellenlängen (Millimeter-Bereich) bis zu sehr kleinen (Sub-Mikrometer-Bereich) erzeugt werden. Ein Teil der US-Wellen hat dabei eine Wellenlänge, die größer ist als die mittlere Größe (Durchmesser) der Körner des gehärteten Bereichs und kleiner als die mittlere Größe der Körner des nicht gehärteten Bereichs. Diese Wellen werden am Übergang teilreflektiert und können weiter analysiert werden.
Inline spart Geld
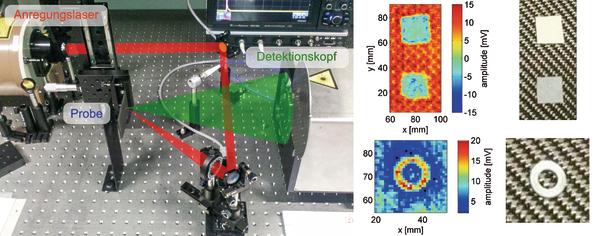
Ein weiteres Einsatzfeld von LUS ist das Prüfen von carbonfaserverstärkten Kunststoffen (CFK). Gerade für die Fahrzeugindustrie ist die Qualitätskontrolle von CFK-Teilen besonders wichtig. Mittels LUS lässt sich eine vollintegrierte Qualitätsprüfung direkt im Prozess realisieren, beispielsweise können Teile bereits in einer Pressform vollautomatisiert und robotergeführt geprüft werden. Eine derartige Inline-Prüfung von Baugruppen während der Fertigung ermöglicht reale Kosteneinsparungen durch Fehlervermeidung und Prozessoptimierung. Aufgabenstellungen für CFK, die mit LUS gelöst werden können, sind zum Beispiel Dickenmessungen, Fehlererkennung, Lokalisierung von Delaminationen, Materialcharakterisierung oder Bestimmung der Anisotropie.
Eine praktisch realisierte Anlage wird beispielsweise aus einem Anregungs- und einem Detektionslaser bestehen, an die über Lichtwellenleiter der robotergeführte (oder fix in die Anlage integrierte) Messkopf angeschlossen ist. Die empfangenen Signale werden in einem Auswerterechner entweder in herkömmliche A-/B-/C-Scans umgerechnet oder sofort in Qualitätsparameter verrechnet, die vollautomatisch in die Optimierung der Steuerung der Produktionsanlage einbezogen werden können.
Die zentrale Komponente für ein Laserultraschall-System ist der Hochleistungs-Ultrakurzpuls-Laser zur Erzeugung der Ultraschallwellen. Die optimale Auswahl dieser Komponente hat auch den größten Einfluss auf die Gesamtkosten des Systems.
Das von Recendt entwickelte europäische LUS-System wird bereits in einer Betrachtung der Anschaffungskosten (je nach Anlagenkonfiguration ab etwa 200 000 Euro) konkurrenzfähig im Vergleich mit herkömmlichen automatisierten Ultraschallprüfanlagen sein. ■
Teilen:







{kind=link}