


Autobauer Ford hat seine Mess-Software durch PC-DMIS von Hexagon Metrology ersetzt, um weltweit mit einem einheitlichen System zu arbeiten. Die Datenübertragung von Offline- zu Online-Bereich ist nun durchgängig möglich. Programme können deutlich schneller fertig gestellt werden.
Die Nachrüstung bestehender Anlagen verlängert deren Lebensdauer und ist kostengünstiger als eine Neuanschaffung. Daher gewinnt Retrofit in der Koordinatenmesstechnik eine immer größere Bedeutung. So hat etwa Hexagon Metrology in jeder Vertriebsgesellschaft eine eigene Retrofit-Mannschaft installiert.
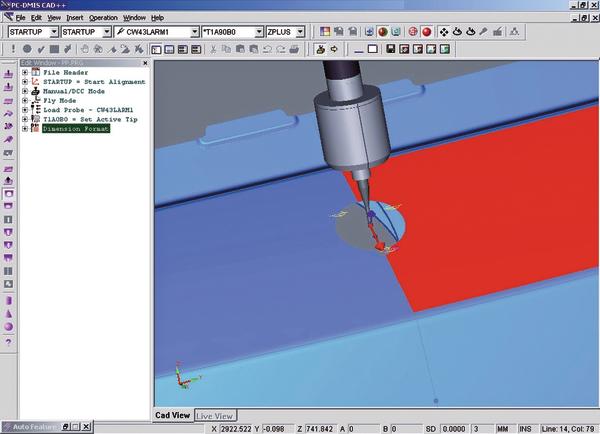
Diese widmet sich bei der Modernisierung insbesondere den elektronischen Komponenten und der Software – und dies nicht nur bei Produkten aus dem eigenen Haus. Gerade bei der Messsoftware PC-DMIS ergeben sich sofort sichtbare Verbesserungen – zum Beispiel die Integration von CAD-Daten oder die Offline-Programmierung für mehr Produktivität.
Von den Vorteilen, die PC-DMIS bietet, profitiert auch Ford. Die Kölner wurden 2009 durch ihre Kollegen aus den USA, welche die Hexagon-Metrology-Software schon seit Jahren nutzten, auf dieses Paket aufmerksam. Der Einsatz gleicher Technik, Prozesse und Tooling spielt in allen Werken weltweit eine zentrale Rolle. Die Anschaffung von PC-DMIS bot sich daher an. Zumal man auch mit der vorhandenen Mess-Software nicht mehr zufrieden war und sich bereits nach Alternativen auf dem Markt umschaute.
Die ersten Installationen von PC-DMIS erfolgten im Werkzeugbau und im Pilot Plant. Im Pilot Plant wird analysiert, an welchen Stellen im Herstellungsprozess es zu Problemen kommen könnte. Außerdem werden hier die Messprogramme für die Zusammenbau-Gruppen erstellt. Anschließend kamen Karosserie- und Werkzeugbau weiterer Werke in Europa hinzu – jeweils mit dem Produktionsstart eines neuen Modells.
70 bis 80 Programme müssen umgesetzt werden
Der Prozess für die Erstellung der Messprogramme läuft wie folgt ab: Im Rahmen von Messpunkt-Meetings wird der Prüfplan erarbeitet, der die zu vermessenden Stellen vorgibt. Er geht an die Offline-Programmierer der Pilot Plant. Sie importieren die Daten in PC-DMIS und setzen sie in ein lauffähiges Messprogramm um.
Das Offline-Messprogramm wird anschließend an die Online-Maschine gesendet, dann eingefahren und abgearbeitet. Wichtig innerhalb dieses Prozesses ist die Integration der Schnittstellen, damit der Ablauf sauber erfolgt. Bei einer Modellreihe mit drei Karosserievarianten – 4-Türer, 5-Türer und Kombi – sind es circa 70 bis 80 Programme, die nicht nur offline programmiert werden, sondern für die auch das Reporting erzeugt wird.
Wenn die ersten Baugruppen ankommen, werden die Programme geprüft und im Tryout die Feinabstimmung durchgeführt. Im Zuge von Freigabeänderungen und der Integration zusätzlicher Messpunkte erfolgen diverse Updates. Der vorerst letzte Schritt ist schließlich die Übergabe der Programme und der Reports an das Herstellerwerk. Doch damit ist das Projekt noch nicht abgeschlossen: Ford-Mitarbeiter prüfen vor Ort, ob alle Programme ordnungsgemäß laufen.
Keine Probleme mehr mit den Schnittstellen
Die Einführung von PC-DMIS hat sich bewährt. Der Einsatz der Software bietet online wie offline einen signifikanten Vorteil – denn es gibt keine Schnittstellen-Probleme mehr zwischen den beiden Bereichen, kein Programm muss mehr konvertiert werden. Außerdem hat der Anwender die gleiche Bedienungsoberfläche und kann Dateien 1:1 übernehmen sowie hin- und herschicken. Auch der Versand der Dateien per E-Mail von der Pilot Plant zu den unterschiedlichen Werken ist mit PC-DMIS einfacher. Die Dateien sind deutlich kleiner. Mit dem Vorgängersystem war der E-Mail-Versand nicht möglich.
Zeitliche Vorteile ergeben sich durch die wesentlich schnellere Programmierung. Ein wichtiger Punkt, wenn man bedenkt, dass die Programme immer aufwendiger werden, beispielsweise durch Funktionslöcher. Diese Lochungen an Rohkarosseriebauteilen, an denen zu einem späteren Zeitpunkt funktionelle Bauteile – zum Beispiel Airbags – angebracht werden, gilt es aufgrund immer neuer Technologien in steigender Zahl zu vermessen.
„Auch kürzere Modellzyklen erfordern, dass Programme schneller fertig gestellt werden. Ist nur eine Software im Einsatz, sind zudem alle Mitarbeiter damit vertraut und Vertretungen kein Problem mehr“, sagt Frank Herr, Bereichsleiter Software bei Hexagon Metrology Deutschland.
Leicht verständliche Bedienung
Die Anwendungen in der Pilot Plant werden mit nur einer Software abgedeckt, während vorher unterschiedliche Programme für Einzelteile und Zusammenbauten zum Einsatz kamen. Außerdem ist die Messsoftware für den Anwender leicht verständlich, deshalb können Mitarbeiter der Pilot Plant damit auch in die anderen Werke gehen. ■
Teilen:






{kind=link}