


Man sieht ihn nicht, man riecht und fühlt ihn nicht, dennoch ist der Magnetismus allgegenwärtig. Aus der Schule wissen wir, dass zwischen einem magnetischen Nord- und einem Südpol Feldlinien verlaufen. Das bekannteste Messgerät, um ein solches Feld und die Richtung seiner Feldlinien nachzuweisen, ist der Kompass.
Magnetismus ist einerseits ein nützlicher Helfer der Industrie. Zum Beispiel wenn Elektromagnete tonnenschwere Gegenstände anheben oder Blasmagneten zerstörerische Lichtbögen in Schaltanlagen löschen. Doch Magnetismus ist andererseits die Ursache schwerwiegender Schäden, verursacht durch Partikelanhaftung auf Metalloberflächen oder Materialfraß an Wälzlagern.
Deshalb gehört das Entmagnetisieren bereits in vielen Fertigungsbetrieben zum Standardprozedere. Viele Auftraggeber schreiben in den Werkzeichnungen vor, dass die bestellten beziehungsweise verarbeiteten Teile zu entmagnetisieren sind und definieren Grenzwerte. Beim Lichtbogenschweißen werden 10–20 A/cm, beim Elektronenstrahlschweißen nur maximal 1,5 A/cm toleriert. Damit kleine Stanzteile nicht am Werkzeug „kleben“, akzeptieren die Hersteller von Stanz- und Abkantpressen höchstens 20 A/cm an den Werkzeugen. Bei der Teilereinigung oder beim Galvanisieren ist man generell anspruchsvoller. Hier dürfen die Teile maximal 2–8 A/cm aufweisen.
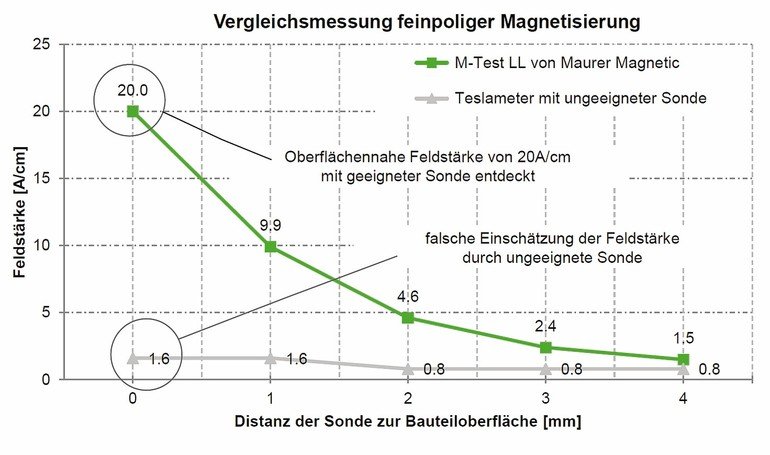
So weit so gut. Doch der Anwender bleibt ratlos: wie soll er das messen und vor allem wo? Denn was bei diesen Vorgaben meist fehlt, ist die Angabe, in welchem Abstand von der Oberfläche zu messen ist. Gedacht ist vermutlich direkt auf der Oberfläche, denn hier treten die Magnetlinien aus dem Material aus und beginnen sich in Richtung des anderen Pols zu krümmen. Bei räumlich begrenzten Magnetfeldern kann das bedeuten, dass bereits in 2 mm Abstand zur Oberfläche nicht mehr viel Magnetismus zu detektieren ist.
Der in den Magnetfeldmessgeräten (auch Teslameter oder Gaußmeter genannt) verbaute Hall-Sensor muss jedoch vor mechanischer Beschädigung geschützt werden und kann daher nicht direkt auf der Bauteiloberfläche aufliegen. Je nach Bauform des Geräts entspricht der gemessene Messwert daher nicht dem Restmagnetismus direkt auf der Bauteiloberfläche, sondern dem Magnetismus 1 oder 2 mm darüber. Anschließend wird das Teil in dem guten Glauben ausgeliefert, dass der Magnetismus unter dem geforderten Grenzwert liegt.
Was mit ungeeigneten Messgeräten oft übersehen wird, sind kleinräumige Bereiche von zum Teil erheblichem Restmagnetismus. Diese feinpoligen Magnetfelder wirken wie Mini-Magnete und Metallpartikel werden angezogen und bleiben auf der Bauteiloberfläche haften. Die Anziehungskräfte können dabei so groß sein, dass die Partikel auch mit fortschrittlichen Reinigungsprozessen schwierig zu entfernen sind. Diese feinpoligen Magnetfelder sind gleichzeitig aber auch Indikatoren für stärkere Magnetisierungen innerhalb des Werkstücks, welche dort wie „magnetische Zombies“ verborgen schlummern. Diese können – begünstigt durch Erschütterungen beim Transport – Ausgangspunkt für die erneute Remagnetisierung des gesamten Bauteils sein.
Herkömmliche Messgeräte bilden Mittelwerte und glätten auf diese Weise den Streufluss bei feinpoligem Restmagnetismus. Sie melden niedrige oder gar keine Werte, auch dies ein fataler Trugschluss. Solche Messgeräte eignen sich nicht dafür, lokale Stellen mit Restmagnetismus aufzuspüren. Dies können beispielsweise kleine Stellen auf einzelnen Rollen in einem ansonsten nicht magnetisierten Wälzlager sein.
Die Messungen werden von
umgebenden Magnetfeldern beeinflusst
Hinzu kommt weiter, dass die Messungen zusätzlich von umgebenden Magnetfeldern beeinflusst werden. Da ist zunächst mal das Erdmagnetfeld, in Mitteleuropa mit ca. 0,4 A/cm, hinzukommen gegebenenfalls Felder von elektrischen Maschinen oder von Starkstromleitungen. Besonders längliche ferromagnetische Bauteile sammeln die Feldlinien regelrecht ein und verstärken den Einfluss des Umgebungsmagnetfeld so um bis zu dem 10-fachen.
Will man objektive Messergebnisse erhalten, gilt es, diese Einflüsse zuverlässig abzuschirmen. Die Messungen sollten daher – wenn immer möglich – in einem feldfreien Raum stattfinden. Ansonsten sind Messungen an unterschiedlichen Standorten, zum Beispiel beim Warenausgang der Lieferanten und dem Wareneingang des Kunden nicht ohne weiteres vergleichbar.
Albert Maurer, Geschäftsführer und Inhaber von Maurer Magnetic: „ Wenn es um das Entmagnetisieren von Zulieferteilen geht, reden die Partner in der Supply-Chain glatt aneinander vorbei. Die Angaben der Auftraggeber zum Restmagnetismus lassen bei den Zulieferern zu viel Raum für Interpretationen. Es fängt damit an, dass keine Angaben zu Art und Qualität des Verfahrens gemacht werden. Hinzu kommt, dass weder die Eigenschaften des Messaufnehmers definiert, noch der Abstand der Sonde zur Materialoberfläche vorgeschrieben wird. Auch wird nicht definiert, ob die Messung in einer magnetisch abgeschirmten Umgebung stattfinden soll. Und je nach Ausprägung des Magnetfeldes müsste zusätzlich eine Suchmethodik für verbliebenen Restmagnetismus vorgegeben werden.“ ■
Webhinweis
Wie die automatische Entmagnetisierung funktioniert, sehen Sie in diesem Video von Maurer Magnetic:


Hier finden Sie mehr über:





{kind=link}