


Die Brüder Waldemar und Alexander Disterhoft leben den Traum, den viele haben: In die Selbständigkeit gehen, Herr über einen eigenen Maschinenpark werden und das eigene Unternehmen aufbauen. Im hart umkämpften Markt der Lohnfertigung braucht man dafür Unternehmergeist, Wille zu langen Arbeitstagen und die richtigen Werkzeuge und Maschinen. Die beiden Brüder gründeten das Unternehmen im Jahr 2014 in Spaichingen auf der Schwäbischen Alb. Beide hatten zuvor viele Jahre bei einem Lohnfertigungsunternehmen in der Umgebung Erfahrungen in der Zerspanung gesammelt und auch schon gemeinsam die Ausbildung absolviert. Mit einer gebrauchten 5-Achs-Fräsmaschine von Spinner begann Alexander Disterhoft zunächst, alleine Aufträge für Firmen in der näheren und weiteren Umgebung zu erledigen.
Schon nach einem halben Jahr liefen die Geschäfte so gut, dass Bruder Waldemar wie geplant in die Firma einstieg und eine zweite, baugleiche Spinner-Fräsmaschine gekauft werden konnte. Inzwischen sind die beiden bei vier Maschinen angelangt, es wurden nacheinander zwei Fanuc-Fräszentren mit vierter und fünfter Achse sowie einer Automatisierungslösung angeschafft. Erst kürzlich mietete Disterhoft weitere Hallenflächen an, um Platz für zukünftige Erweiterungen zu haben.
Die Kunden des noch jungen Unternehmens finden sich überwiegend in den Bereichen Maschinenbau und Medizintechnik. Letztere ist inzwischen der wichtigere Umsatzbringer, denn hier können die Disterhofts ihre Qualitäten ausspielen: Höchste Präzision bei extrem kleinen und komplexen Teilen. Ein gutes Beispiel dafür sind Teile für Biopsiezangen.
Die Zusammenarbeit mit Blum-Novotest (AMB: Halle 7, Stand A15) bestand von Anfang der Firmengeschichte an, da schon in der ersten Spinner-Maschine ein Lasermesssystem von Blum installiert war. Dieses wird hauptsächlich zur Werkzeuglängenmessung und zur Bruchkontrolle benutzt. Hinzu kam der Messtaster TC50, der aus dem Werkzeugmagazin eingewechselt und zum Messen der Bauteile genutzt wird. Die zweite Spinner-Maschine ist exakt gleich bestückt, die beiden Fanuc-Maschinen sind mit dem Werkzeug-Messtaster Z-Nano IR und jeweils einem Messtaster TC52 ausgestattet, so dass auch in diesen Maschinen Werkzeuge und Werkstücke automatisiert vermessen werden können.
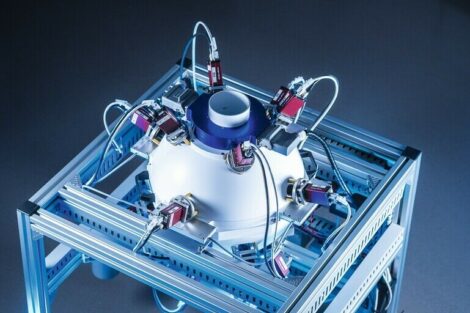
Zur Steigerung der Präzision der Maschinen setzt Disterhoft auf die Blum-Software Kinematics Perfect. Damit können die kinematische Genauigkeit der 5-achsigen Fanuc-Bearbeitungszentren vollautomatisch erfasst, Einflüsse identifiziert und Ungenauigkeiten korrigiert werden. Dazu wird eine Kalibrierkugel bei unterschiedlichen Schwenkpositionen der vierten und fünften Achse gemessen. Die Messung selbst wird mit Hilfe der von Blum entwickelten Messzyklen durchgeführt. Anhand der Messwerte wird der Kinematikfehler für jede Stellung der Achsen berechnet und die Kinematikparametertabellen der Maschinensteuerung bei Bedarf automatisch korrigiert. Dann kann die Maschine die Fehler ausgleichen, sodass eine sehr hohe Präzision erreicht wird.
Messtechnik deckt
sich verändernde Kinematikfehler auf
Bei kritischen Teilen überprüfen die Firmenchefs den Kinematikfehler – der sich über die Erwärmung der Maschine verändert – durch regelmäßiges Messen nach einer bestimmten Anzahl gefertigter Teile. Die Kalibrierkugel ist auf einer Palette montiert und kann so auch im mannlosen Betrieb auf den Fanuc-Bearbeitungszentren eingewechselt werden.
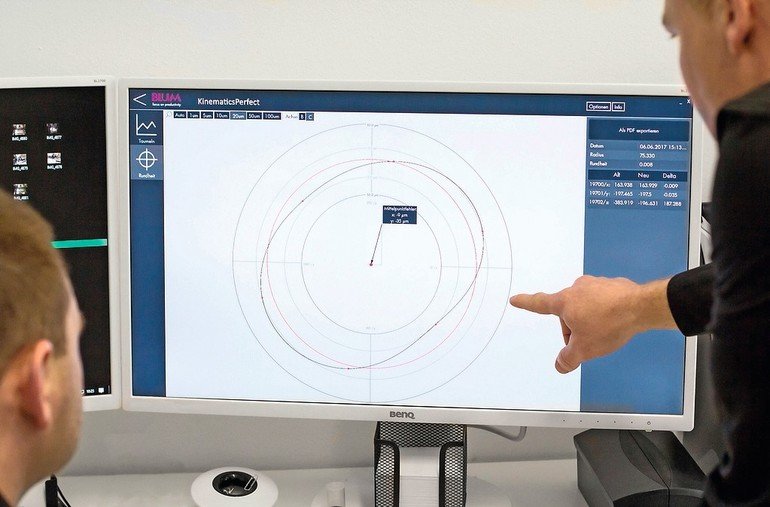
Zur erweiterten Messdatenanalyse nutzt Disterhoft die Kinematicsperfect PC-Software. Sie erlaubt eine einfache Leistungsbeurteilung der Maschinenkinematik. Einfach verständliche Visualisierungen der Messergebnisse ermöglichen die Beurteilung der Präzision des Bearbeitungszentrums. Lagerschäden oder mechanische Formabweichungen der Schwenkachsen lassen sich ebenso erkennen wie Rundheitsabweichungen und das Taumeln des Tisches oder einer Drehachse.
„Die Darstellung der Kreisabweichung gibt uns ein gutes Gefühl, wo wir mit der Präzision unserer Maschinen stehen“, berichtet Alexander Disterhoft. „Gerade bei den winzigen Löffelchen, deren Kanten oder Verzahnung genau aufeinanderpassen müssen und die im Fünfachsbetrieb gefräst werden, ist das wichtig. Zudem ist die Messung sehr präzise.“ Er wusste von der Vermessung der Frästeile, dass die Y-Achse einer der Maschinen im kalten Zustand einen Fehler von 0,04 mm hat, die Messung mit Kinematicsperfect ergab 0,039 mm.
„Wenn möglich, fertigen wir rund um die Uhr“, so Alexander Disterhoft, „und dazu ist es notwendig, dass wir im gesamten Bearbeitungszyklus immer wieder messen. Jedes Werkzeug wird nach der Bearbeitung im Laser oder mit dem Tastkopf gemessen, damit die Bearbeitung gestoppt werden kann, wenn ein Werkzeug gebrochen ist. Sonst würden die nachfolgenden Werkzeuge mit dem Werkstück kollidieren, da am Werkstück weniger bearbeitet wäre als gedacht. Dies könnte verheerende Folgen haben, nicht nur für die Werkzeuge, sondern auch für die Spindel und die Maschine selbst.“
Die Maschine bleibt je nach Programmierung und Anzahl der verfügbaren Werkzeuge nach dem Erkennen eines Werkzeugbruchs stehen oder sie wechselt ein Schwesterwerkzeug ein, vermisst dieses und fährt mit dem nächsten Rohteil fort. „Wir haben kleine Bohrer mit 0,5 mm Durchmesser im Einsatz, die brechen schnell“, betont Waldemar Disterhoft. „Da lohnt sich die Bruchkontrolle. Außerdem sparen wir uns das teure Voreinstellgerät, indem wir neue Werkzeuge in der Maschine vermessen. Unsere Vorgehensweise ist zudem noch genauer.“ Bei vielen Werkzeugen nutzen die Brüder die Systeme auch zur Verschleißmessung und können diese so länger, also bis zum Standzeitende einsetzen.
Messsysteme halten hohen
Antast-Geschwindigkeiten stand
„Für uns ist Geschwindigkeit wichtig, damit wir zu zweit die anstehenden Aufträge fristgerecht abarbeiten können“, so Waldemar Disterhoft weiter. „Wenn vor jedem Werkzeugwechsel das Werkzeug vermessen wird, summiert sich das im Laufe des Tages zu einem spürbaren Zeitaufwand. Da ist es sehr wichtig, dass die Blum-Messsysteme sehr hohen Geschwindigkeiten standhalten.“ Disterhoft tastet mit 1.000 mm/min an und fährt den Taster im Eilgang bis ganz kurz vor die Messstelle, das macht dem Messtaster nichts aus. „Zudem misst der Taster, weil er nicht wie andere Taster auf einem Dreibeinsystem basiert, in alle Richtungen gleich gut, sodass wir uns um die Ausrichtung des Tasters keine Gedanken machen müssen“, erkläutert Waldemar Disterhoft.
Auch bei den Tastköpfen des Typs Z-Nano ließ sich mit Hilfe von Blum noch einiges an Zeit herausholen, wie sich Alexander Disterhoft erinnert: „Wir fahren inzwischen im Eilgang bis auf die längste mögliche Werkzeuglänge an den Tastkopf heran und bremsen dann nur auf 2.000 mm/min ab, bis der Taster erreicht ist. Andere Tastköpfe können nur mit 300 mm/min angefahren werden, das dauert schon wesentlich länger.“ Messtaster wie Tastkopf liefern ihre Daten mittels Infrarotübertragung an die Maschine, „das hat bisher immer problemlos funktioniert“, unterstreicht Disterhoft. „Die Batterien müssen durchschnittlich zweimal im Jahr gewechselt werden – und das bei tausenden Messungen pro Tag. Der kompakte Tastkopf Z-Nano fügt sich ideal in den kleinen Arbeitsraum der Fanuc-Maschinen ein und liefert einen echten Mehrwert.“
Auch unter Kühlschmiermittel und Spänen gibt es mit den Blum-Messsystemen keine Probleme, wie Waldemar Disterhoft berichtet. „Wir fahren vor dem Messen mit dem Z-Nano kurz mit der Kühlschmiermitteldüse an den Tastkopf und geben einen kurzen Impuls. Dann werden alle Späne, die vielleicht auf dem Taster liegen, weggespült und die Messung wird nicht verfälscht. Und die Lasersysteme haben nicht einmal bei innengekühlten Werkzeugen und den damit verbundenen Kühlmitteltropfen ein Problem, die Messungen sind stets zuverlässig.“
Sehr wichtig ist diese Zuverlässigkeit in der nächtlichen „Geisterschicht“, in der die Maschinen unbeaufsichtigt laufen. „Wir könnten die Maschinen nachts nicht laufen lassen, wenn wir nicht automatisiert messen würden“, betont Alexander Disterhoft. „Wenn wir keine Bruchkontrolle machen, ist die Gefahr von Beschädigungen viel zu groß. Und auch den Verschleiß haben wir unter Kontrolle, wenn wir die Werkzeuge regelmäßig messen. Es nutzt uns nichts, wenn die Maschine die ganze Nacht läuft, wir dann aber 200 Teile wegwerfen müssen, weil ein Fräser verschlissen war und die Tiefe einer Tasche nicht innerhalb der Toleranz ist. Durch das direkte Messen in der Spindel können wir zudem das durch die Erwärmung verursachte Wachstum der Z-Achse kompensieren.“
Sein Bruder Waldemar fügt hinzu: „Durch die hohen Antast-Geschwindigkeiten, die sowohl bei Tastkopf als auch Messtaster möglich sind, verlieren wir kaum Bearbeitungszeit. Das ist sehr wichtig, wenn man rund um die Uhr produziert und viele tausend Messungen am Tag durchführt – am Ende wird aus Messzeit Bearbeitungszeit und die bringt bares Geld.“ ■

Hier finden Sie mehr über:





{kind=link}