


Die Sauberkeit von Bauteiloberflächen zählt heute in nahezu allen Branchen zu den wichtigen Qualitätsmerkmalen. Dabei standen in den vergangenen Jahren vor allem partikuläre Verunreinigungen im Mittelpunkt. Inzwischen werden jedoch auch filmisch/chemische Verschmutzungen zunehmend als qualitätsbeeinflussend wahrgenommen – beispielsweise von Ölen, Fetten, Kühlschmierstoffen, Rückständen von Korrosionsschutzmitteln und Konservierungsstoffen, von Trennmitteln sowie von weiteren Fertigungshilfsstoffen. Denn sie können für nachfolgende Fertigungsschritte wie Kleben, Schweißen, Härten, Beschichten, Lackieren, Bedrucken und Montage sowie für die Funktion der Bauteile störend sein. Reste von Reinigungs- und Spülmedien sowie biologische und ionische Kontaminationen können Folgeprozesse ebenfalls beeinträchtigen.
Daraus resultiert, dass Teilehersteller und Betreiber von Reinigungssystemen immer häufiger mit der Sauberkeitsanforderung „öl- und fettfrei“ konfrontiert werden. Diese Vorgabe beschreibt allerdings keine quantifizierbare Sauberkeitsspezifikation. Zugegebenermaßen gestaltet sich die Definition von Grenzwerten bei filmischen Verunreinigungen deutlich schwieriger als bei Partikeln. Grund dafür ist nicht zuletzt, dass es in diesem Bereich für viele Fragestellungen noch keine geeigneten Messverfahren gibt. Industrie, Verbände und Forschungseinrichtungen arbeiten an entsprechender Messtechnik sowie an Handlungsempfehlungen und Regelwerken. Dazu zählt unter anderem die Richtlinie „Filmische Verunreinigen beherrschen“, die vom Fachverband industrielle Teilereinigung (FiT) basierend auf dem verfügbaren Stand der Technik erarbeitet wurde und auf der Messe Parts2Clean im Oktober 2019 in Stuttgart vorgestellt wird.
Um filmische Verunreinigungen auf Bauteiloberflächen nachzuweisen, stehen verschiedene Verfahren zur Verfügung. Mit den einzelnen Methoden lassen sich üblicherweise bestimmte Substanzen beziehungsweise Bestandteile filmischer Verunreinigungen aufspüren. Je nach Aufgabenstellung kann es daher sinnvoll sein, mehrere Verfahren anzuwenden. Nachfolgend werden einige der meistverwendeten beziehungsweise neu entwickelten Methoden vorgestellt.
Die Sichtprüfung, die visuell sowie gegebenenfalls unterstützt durch UV- oder Weißlicht erfolgt, zählt zu den einfachsten Nachweismethoden. Filmische Verunreinigungen lassen sich damit meist nur in „schweren“ Fällen nachweisen.
Jedes Material hat eine ihm eigene Oberflächenenergie (mN/m = Millinewton pro Meter). Darauf basiert der Einsatz von Testtinten. Es lässt sich damit bestimmen, ob die Oberfläche durch eine Flüssigkeit benetzbar ist oder diese abperlt. Im letzteren Fall ist von einer nicht ausreichenden Reinigung auszugehen. Zur einfachen und schnellen Überprüfung der Oberflächenenergie stehen so genannte Testtinten – Flüssigkeiten mit definierten Oberflächenspannungen (von 18,4 bis 105 mN/m) – und Teststifte zur Verfügung. Es empfiehlt sich, die Testtinten jeweils mit einem unbenutzten, sauberen Wattestäbchen aufzutragen und dieses nicht erneut in die Tinte zu tauchen. Dadurch lassen sich Verunreinigung der Tinte und damit eine Verfälschung des Ergebnisses vermeiden.
Kontaktwinkelmessung erlaubt
fundierte Aussagen über die Benetzbarkeit
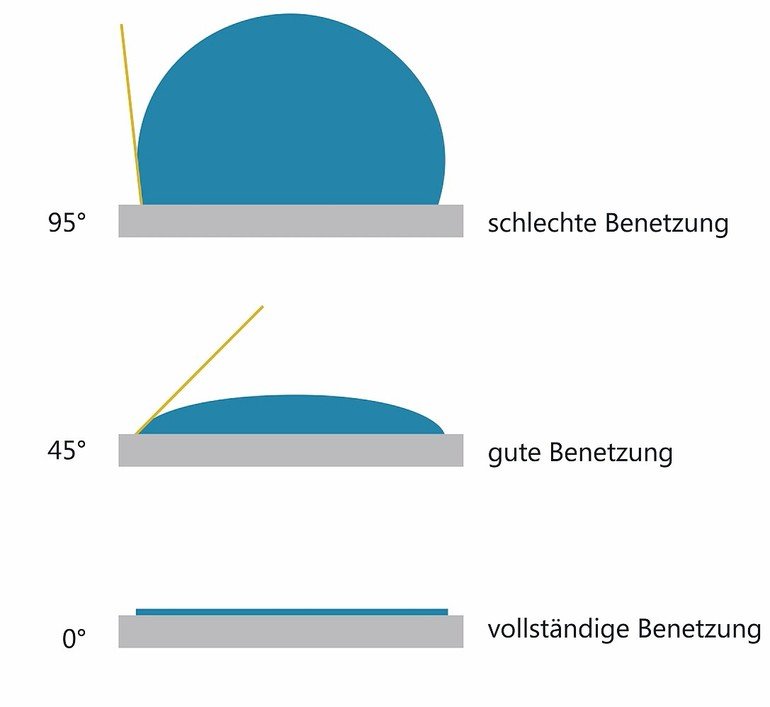
Um die Benetzbarkeit der Bauteiloberfläche, die für die Qualität von Beschichtungen und Verklebungen von entscheidender Bedeutung ist, geht es auch bei der Kontaktwinkelmessung. Der Kontaktwinkel, auch Grenz- oder Benetzungswinkel, bezeichnet dabei den Winkel, den ein Flüssigkeitstropfen an der Oberfläche eines Feststoffes bildet. Je kleiner der Kontaktwinkel ist, desto besser lässt sich die Bauteiloberfläche von der Flüssigkeit benetzen.
Bei einer Kontaktwinkelmessung wird mittels eines Dosiersystems ein Tropfen einer Testflüssigkeit auf die zu untersuchende Bauteiloberfläche aufgebracht. Die Kontur des Tropfens wird mit einer Kamera aufgenommen und das Videobild ausgewertet. Inzwischen stehen für die Messung auch mobile Geräte zur Verfügung, die zum Teil zwei Testflüssigkeiten – eine polare und eine unpolare – gleichzeitig einsetzen. Mit nur einem Klick werden beide Flüssigkeiten vollautomatisch parallel dosiert und alle Kontaktwinkel gleichzeitig analysiert. Das Ergebnis der Messung erlaubt fundierte Aussagen über die Benetzbarkeit durch wässrige oder organische Flüssigkeiten, zum Beispiel für Beschichtungen.
Bei der Aerosol-Benetzungsprüfung erzeugt ein Ultraschallzerstäuber ein definiertes Wasseraerosol. Es bildet abhängig von der Oberflächenenergie der zu prüfenden Oberfläche ein spezifisches Tropfenmuster. Die Tropfen werden automatisch von einem Kamerasystem aufgenommen und mithilfe einer Bildverarbeitungssoftware dargestellt. Anhand der Tropfengrößenverteilung kann die Benetzungsfähigkeit der Oberfläche charakterisiert werden. Das Verfahren ist sowohl zur automatisierten Kontrolle der Benetzungsfähigkeit von Oberflächen im industriellen Umfeld als auch für Laboruntersuchungen einsetzbar.
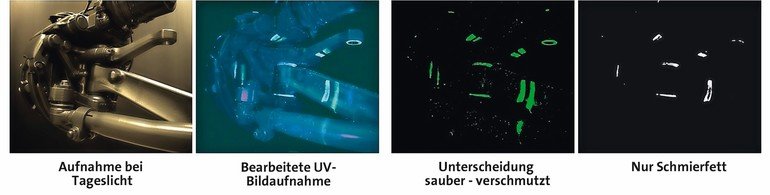
Die Fluoreszenzmessung basiert auf der Eigenschaft organischer Substanzen wie Ölen, Fetten und Wachsen bei Anregung mit UV-Licht zu fluoreszieren. Nicht-fluoreszierende Stoffe wie beispielsweise Silikonöle können durch die Beimischung von fluoreszierenden Farbstoffen als Fluoreszenzmarker detektierbar gemacht werden. Für die Anregung kommen bevorzugt definierte, geregelte und möglichst überwachte UV-Lichtquellen zum Einsatz. Die Fluoreszenzintensität wird durch einen Photodetektor erfasst. UV-Reflexionsanteile werden durch Spektralfilter entfernt.
Für diese bewährte und schnelle Methode zum berührungslosen Nachweis organischer Substanzen direkt auf Metalloberflächen stehen kompakte Handmessgeräte zur Verfügung, die fertigungsnah und flexibel auf kleinen und großen Bauteilen eingesetzt werden können. Darüber hinaus ermöglichen Inline-Messsysteme die fertigungsintegrierte 100-Prozent-Kontrolle. Die gemessene Fluoreszenzintensität wird meist in relativen, normierten Einheiten wie beispielsweise RFU (Relative Fluorescence Unit) ausgegeben. Je höher die Fluoreszenzintensität, desto mehr Restschmutz befindet sich auf dem Teil.
Vakuuminduzierten Desorption identifiziert
Verunreinigungen und ordnet sie Ursachen zu
Die bisher beschriebenen Verfahren ermöglichen eine qualitative oder semi-quantitative (vergleichende) Bewertung des Sauberkeitszustandes. Doch können sie keinen Hinweis zur Ursache beziehungsweise Herkunft der Verunreinigungen liefern. Dagegen lassen sich mithilfe der vakuuminduzierten Desorption chemisch-filmische Verunreinigungen nicht nur auf der gesamten Produktoberfläche nachweisen, sondern die Verunreinigungen auch eindeutig identifizieren und ihren Ursachen zuordnen. Das Messgerät liefert quantitative Messwerte in Gramm pro Oberfläche oder pro Bauteil und ermöglicht damit die Festlegung zweckmäßiger Prüfwerte. Sowohl einzelne Bauteile als auch Baugruppen können zerstörungsfrei und vollautomatisch direkt in der Prozesskette geprüft werden. ■
Standardwerk VDA 19
Geht es um partikuläre Verunreinigungen, haben sich die VDA 19, Teil 1 (Prüfung der Technischen Sauberkeit – Partikelverunreinigung funktionsrelevanter Automobilteile) und Teil 2 (Technische Sauberkeit in der Montage – Umgebung, Logistik, Personal und Montageeinrichtungen) als Standardwerke etabliert – und das weit über die Automobilindustrie hinaus. Das internationale Pendant von Teil 1, die ISO 16232, wurde inzwischen ebenfalls an die seit 2015 erhältliche Ausgabe der überarbeiteten VDA 19 angepasst.
Fertigungsnahe Analyse
Bei der fertigungsnahen beziehungsweise -integrierten Partikelgrößenanalyse liegt der Fokus inzwischen auf Lösungen, die eine produktionsintegrierte beziehungsweise produktionsnahe Kontrolle der partikulären Sauberkeit erlauben. Für die automatisierte Inline-Kontrolle der partikulären Sauberkeit steht mittlerweile ein Messsystem zur Verfügung, das über eine Schnittstelle komplett in die Reinigungsanlage beziehungsweise einen Funktionsprüfstand integriert werden kann. Es arbeitet analog zur Sauberkeitsanalytik im Labor mit Filtration und lichtoptischer Auswertung. Für die Auswertung wird das Medium direkt nach dem letzten Reinigungs- oder Spülschritt automatisch in die Messzelle geleitet. Hier erfolgt die Extraktion der im Medium enthaltenen Partikel auf einen Analysefilter, der anschließend mittels Bildverarbeitung ausgewertet wird. Dies beinhaltet eine automatische Partikelklassifizierung (Größe mit Zuordnung zur jeweiligen Partikelgrößenklasse nach VDA 19.1 und metallischer Glanz). Das Ergebnis steht innerhalb von 30 s zur Verfügung, so dass bei einem NIO-Befund sofort Maßnahmen ergriffen werden können. Alle Messergebnisse (Messwerte und Ergebnisbild) werden gespeichert. Eine fertigungsnahe Extraktion und -auswertung ermöglicht die Entwicklung eines „Partikel-Staubsaugers“. Dabei handelt es sich um einen mit einer Membranaufnahme modifizierten Staubsauger. Es lassen sich damit Partikel aus Innenräumen von Bauteilen absaugen und direkt auf ein auswertbares Filter ablegen. Das so entstandene Präparat kann mit einem Partikelscanner schnell ausgewertet werden.








{kind=link}