

Multisensor- und Computertomografie-Koordinatenmessgeräte sind heute Standard in der Qualitätssicherung. Die Messergebnisse der Sensoren erfüllen dabei unterschiedliche Aufgaben. Einerseits geht es um die Prüfung und Dokumentation der Funktionsfähigkeit der hergestellten Werkstücke. Andererseits geht es um die Prozesskontrolle. Dazu werden die Messdaten statistisch ausgewertet. Hier existieren Schnittstellen zu verschiedenen CAQ-Programmen. Auch in der Messsoftware lassen sich Eingriffsgrenzen für unterschiedliche geometrische Eigenschaften definieren, zum Beispiel wenn das Toleranzband zu 50 % ausgenutzt wird. Im Messprotokoll werden dann die geometrischen Eigenschaften ausgegeben, bei denen die Eingriffsgrenze überschritten ist. Anhand dieser Information entscheidet der Anwender, wann und in welcher Form der Prozess korrigiert werden muss.
Aufgrund der zunehmenden Anforderungen an die Produkte wurden unterschiedliche Sensorprinzipien für die Qualitätssicherung entwickelt. Mit dem berührungslos arbeitenden Bildverarbeitungssensor wird das Werkstück meist vergrößert abgebildet und die Abbildung durch eine vollautomatische Kantenerkennung in entsprechende Geometrieelemente und Konturen zerlegt. Für die örtliche Bestimmung der Kantenübergänge und die anschließende Berechnung der Geometrieelemente und Maße stehen verschiedene Algorithmen zur Verfügung. Neben konventionellen taktil-elektrischen Tastern kann das Werkstück auch mit Mikrotastern wie dem patentierten Fiber Probe angetastet und die Berührpunkte als Messpunkte erfasst werden, aus denen wiederum die Geometrieelemente berechnet und zu geometrischen Eigenschaften verknüpft werden.
Bei Laserabstandssensoren und chromatischen Fokussensoren werden Messpunkte auf der Werkstückoberfläche berührungslos bestimmt. Mit Punkt- und Liniensensoren lassen sich dadurch im Scanning-Betrieb Konturen und Flächen besonders schnell erfassen. Laserabstandssensoren nach dem Foucault-Prinzip nutzen hierfür den Zusammenhang zwischen der Entfernung zur Werkstückoberfläche und der Position des reflektierten Laserlichts auf einer Differenzfotodiode. Bei chromatischen Fokussensoren hängt das Spektrum des empfangenen reflektierten Lichts vom Abstand zur Werkstückoberfläche ab.
Konfokale Sensoren werten die Helligkeit aus
Durch die flächenhafte Abstandsmessung mit dem Fokusvariationssensor 3D-Patch und konfokalen Sensoren lässt sich die Oberflächentopografie abschnittsweise mit hoher Punktedichte erfassen. Bei beiden Sensorprinzipien wird der Abstand zur Werkstückoberfläche variiert, Fokusvariationssensoren werten den Kontrast der an verschiedenen Positionen aufgenommenen Bilder aus, konfokale Sensoren die Helligkeit.
Bei der Röntgen-Computertomografie wird das Werkstück auf einem Drehtisch zwischen Röntgenröhre und Detektor angeordnet und aus verschiedenen Richtungen Durchstrahlungsbilder aufgenommen, aus denen das Volumen rekonstruiert wird. Dadurch lassen sich auch Innengeometrien messen. Auch in Kombination mit dem Computertomografie-Sensor bietet Multisensorik viele Vorteile. Beispielsweise können Bezüge in nicht kooperativen Werkstückbereichen mit einem taktilen Sensor eingemessen und nur interessierende Bereiche in hoher Auflösung tomografiert werden, um Messzeit und Datenmenge zu reduzieren.
Weitere Sensoren wurden für spezielle Anwendungen entwickelt. Mit Kontursensoren sind normkonforme taktil-optische Rauheitsmessungen möglich. Interferometrische Punktsensoren nutzen den Laufzeitunterschied zwischen einem von der Werkstückoberfläche reflektierten Lichtstrahl und einem Referenzstrahl für optische Abstandsmessungen mit dünnen Sonden in schwer zugänglichen Bereichen.
Mit Multisensorik lassen sich nahezu alle geometrischen Eigenschaften des Werkstücks mit nur einem Koordinatenmessgerät messen. Dazu werden die Messergebnisse der verschiedenen Sensoren im selben Koordinatensystem verknüpft. Durch die Kombination unterschiedlicher Sensoren werden Rüstzeiten minimiert und Übersichtsmessungen mit schneller Positionsbestimmung sowie hochgenaue Messungen am selben Gerät möglich. Mit der optimalen Sensorkombination kann die Messzeit verkürzt werden, da bei entsprechender Eignung immer der schnellste Sensor verwendet wird. Hochgenaue Sensoren wie zum Beispiel der Fiber Probe lassen sich ebenfalls zur Korrektur von systematischen Messabweichungen alternativer Sensorik verwenden.
Nachrüstung weiterer Sensoren ist nach Jahren problemlos möglich
Die Nachrüstung weiterer Sensoren ist durch das modulare Konzept auch nach Jahren noch problemlos möglich. Da alle Sensoren in derselben Messsoftware bedient werden, sind nur kurze Aufbauschulungen notwendig.
Die Sensoren waren zunächst neben- oder hintereinander an derselben Sensorachse angebracht. In den vergangenen Jahren wurde die Sensorintegration am Koordinatenmessgerät verbessert. Mit dem Multisensor-System von Werth lassen sich unterschiedliche Sensoren und Zubehör versatzfrei vor dem Bildverarbeitungsstrahlengang einwechseln, sodass der komplette Messbereich für alle Sensoren zur Verfügung steht. Die größte Flexibilität und vermindertes Kollisionsrisiko bieten Geräte mit mehreren unabhängigen Sensorachsen. So befindet sich nur die Pinole mit dem jeweils aktiven Sensor im Messbereich. Optimales Messen ohne Einschränkung durch andere Sensoren ist dadurch möglich.
Einige Sensoren bauen auf anderen Sensorprinzipien auf und kombinieren diese. Beim Fiber Probe wird die Position der wenige zehntel Mikrometer großen Tastkugel mit dem Bildverarbeitungssensor erfasst. Der Contour Probe basiert auf einem Laserabstandssensor, mit dem die vertikale Auslenkung einer Tastnadel erfasst wird. In beiden Fällen lässt sich der Taster automatisch vor dem Bildverarbeitungsstrahlengang einwechseln und in einer Parkstation ablegen. Ist der Taster abgelegt, sind Messungen mit dem Bildverarbeitungssensor beziehungsweise dem Laserabstandssensor möglich. Da der Abstand zwischen den Sensoren minimal ist, werden auch die durch temperaturabhängige Schwankungen des Sensorversatzes entstehenden Messabweichungen minimiert.
Kombination von Zoomoptik und chromatischem Fokussensor
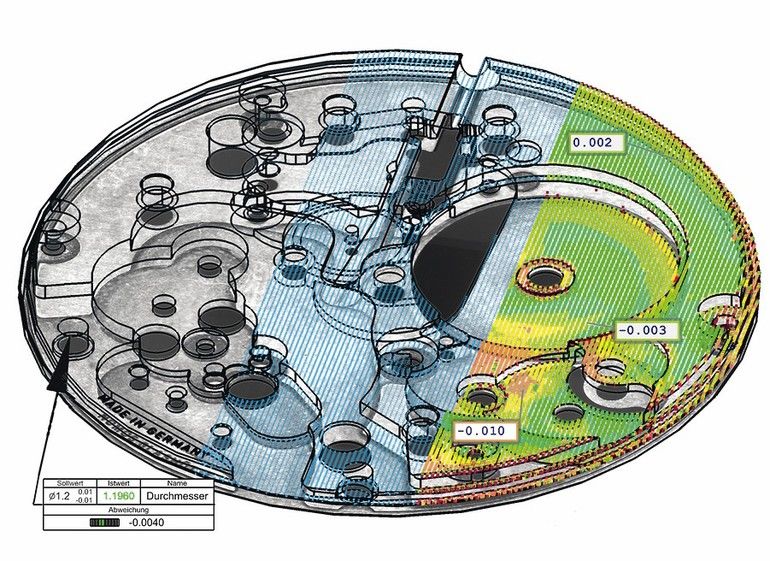
Weitere Beispiele für die Verknüpfung von Sensorik sind der in Zoom integrierte Laser Probe und der Chromatic Focus Zoom als Kombination von Zoomoptik und chromatischem Fokussensor. In beiden Fällen wird der Bildverarbeitungssensor durch einen Strahlteiler mit dem Abstandssensor kombiniert. So sind sowohl hochgenaue Messungen in der Ebene als auch schnelle Abstandsmessungen möglich, um das Werkstück dreidimensional zu erfassen. Für Soll-Ist-Vergleiche können das Bild des Bildverarbeitungssensors mit dem CAD-Modell überlagert oder die gemessenen Konturen auf ein 3D-Modell eingepasst werden.
Da sich kein Abstand zwischen den Sensoren befindet, der den gemeinsamen Messbereich verkleinern würde, ist in einigen Fällen sogar ein kleineres Grundgerät zur Lösung der Messaufgaben ausreichend. Multisensoren ermöglichen einen schnellen Sensorwechsel ohne mechanische Bewegung und eine vereinfachte Bedienung durch Visualisierung des Messflecks des Abstandssensors auf der Werkstückoberfläche.
Werth Messtechnik GmbH
Siemensstraße 19
35394 Gießen
www.werth.de
Dr. Schirin
Heidari Bateni
Anwendungstechnik/Marketing
Werth Messtechnik

Webhinweis
Wie eine Multisensor-Messung mit mehreren unabhängigen Sensorachsen aussieht, zeigt Werth Messtechnik in diesem Video:
Hier finden Sie mehr über:







{kind=link}