
Bei der Verarbeitung von Kunststoff, bei der besonders thermische Prozesse eine Rolle spielen, ist die entscheidende Messgröße die Temperatur. Nur deren präzise Kontrolle kann eine hochwertige und gleichbleibende Qualität des Produktes garantieren. Die Überwachung erfolgt durch die berührungslose Infrarot-Temperaturmessung, die punktgenau mit Pyrometern oder flächendeckend mit Wärmebildkameras umgesetzt wird. Der Einsatz der berührungslosen Messtechnik durch moderne Infrarot-Messsysteme in der kunststoffverarbeitenden Industrie bietet viele Vorteile. Sehr heiße Messobjekte, Objekte, die schwer zugänglich sind oder die sich schnell bewegen, lassen sich bei sehr kurzen Mess- und Ansprechzeiten mühelos erfassen.
Die Infrarot-Messsysteme von Micro-Epsilon sind für ein breites Anwendungsspektrum ausgelegt. Je nach Produktreihe erfassen sie einen Temperaturbereich von –40 bis +2200 °C. Diese Werte werden in Echtzeit ermittelt und lassen im Bedarfsfall eine umgehende Anpassung von Prozessparametern zu, um die hohe Produktqualität zu sichern und unnötigen Ausschuss zu verhindern. Wärmebildkameras machen eine Dokumentation des Temperaturverhaltens über die gesamte Fläche des eingesetzten Materials möglich. Pyrometer messen auf einen Punkt. Sie bieten den Vorteil, dass sie mit verschiedenen Wellenlängen verfügbar sind, wodurch auch Temperaturen bei sehr dünnen Kunststofffolien bestimmt werden können, wo zum Beispiel langwellig arbeitende Wärmebildkameras wegen der Transmission des Materials an ihre Grenzen stoßen.
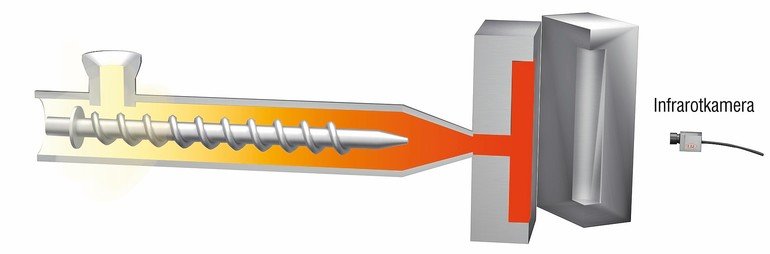
Das Messprinzip: Jeder Körper mit einer Temperatur über dem absoluten Nullpunkt von -273,15 °C (= 0 Kelvin) sendet an der Oberfläche eine seiner Eigentemperatur proportionale elektromagnetische Strahlung, die genannte Eigenstrahlung aus. Ein Teil dieser Strahlung ist Infrarotstrahlung, die zur Temperaturmessung verwendet werden kann. Diese Strahlung durchdringt die Atmosphäre und wird im Infrarot-Messsystem mittels einer Linse (Eingangsoptik) auf ein Detektorelement fokussiert, welches ein der Strahlung proportionales elektrisches Signal erzeugt. Das Signal wird verstärkt und mittels nachfolgender digitaler Signalverarbeitung in eine der Objekttemperatur proportionale Ausgabegröße umgesetzt. Der Messwert kann auf einem Display angezeigt oder über verschiedene Schnittstellen ausgegeben werden, die einen einfachen Anschluss an Regelsysteme der Prozesssteuerung ermöglichen.
Bei der IR-Temperaturmessung kommt es vor allem auf die drei Faktoren Emission, Transmission und Reflexion an. Der Emissionsgrad eines Körpers gibt an, wie viel Strahlung er im Vergleich zu einem idealen Wärmestrahler, einem schwarzen Körper, abgibt. Der Transmissionsgrad ist relevant bei dünnen Kunststofffolien und variiert mit der Wellenlänge. Er verhält sich umgekehrt proportional zur Dicke, wobei dünne Materialien durchlässiger sind als dicke Kunststofffolien. Optimale Temperaturmessungen können bei Wellenlängen durchgeführt werden, bei denen der Transmissionsgrad unabhängig von der Dicke annähernd Null ist. Polyethylen, Polypropylen, Nylon und Polystyrol sind zum Beispiel bei 3,43 µm IR-undurchlässig. Die Temperaturen dieser Messobjekte lassen sich mit dem Thermometer CTP-3 bestimmen. Dessen Temperaturbereich erstreckt sich von 50 °C bis 400 °C. Polyester, Polyurethan, Teflon, FEP und Polyamid dagegen sind bei 7,9 µm undurchlässig. Hier kommt das Thermometer CTP-7 zum Einsatz, welches exakt mit diesem Wellenlängenbereich arbeitet. Ohne Kühlung liefert es in einer Umgebungstemperatur bis 85 °C präzise Messwerte. Bei dickeren ( 0,4 mm) und pigmentierten Folien kann eine Wellenlänge zwischen 8 und 14 µm zur Temperaturmessung ausgewählt werden. Der Emissionsgrad liegt zwischen 0,9 und 0,95.
Die IR-Temperatur-Sensoren der Thermometer CT sind modular aufgebaut und für ein breites Anwendungsspektrum in der berührungslosen Temperaturmessung ausgelegt. Dank ihrer kompakten Bauweise werden sie in Anwendungen mit beschränktem Bauraum integriert, etwa im Maschinenbau, im Kleinstapparatebau oder in OEM-Anwendungen mit Mehrfach-Infrarot-Messstellen.
Wärmebildkameras überwachen Stabilität
und Passgenauigkeit im Spritzgießprozess
Die Anwendungsmöglichkeiten der Temperaturüberwachung im Produktionsprozess sind vielfältig: Durch den Einsatz von Wärmebildkameras bei der Fertigung von Spritzgießteilen lässt sich die Produktqualität besonders auf Stabilität und Passgenauigkeit hin überwachen. Wesentlich hierfür ist die Prüfung des Abkühlprozesses, damit die Materialdichten innerhalb der Spritzgießteile gleich bleiben. Unregelmäßiges Abkühlen kann unterschiedliche Materialdichten verursachen und sich auf die Materialeigenschaften auswirken. Auch unvollständig ausgespritzte Bauteile, die bei visueller Sichtprüfung unentdeckt bleiben, werden sofort erkannt.
Für die Überwachung wird ein Bauteil während des Produktionsprozesses zunächst direkt vor die Infrarotkamera bewegt, um es auf Fehler zu überprüfen. Ein automatisches Handlingsystem zur Bauteilentnahme und Ablage, mit dem Spritzgießmaschinen üblicherweise ausgestattet sind, ermöglicht dies. Das Inline-Thermografie-System Moldcontrol, welches zur Bauteilprüfung eingesetzt wird, macht eine schnelle, konstante und kostenoptimierte Qualitätsprüfung von gespritzten Kunststoffteilen direkt in der Fertigungslinie möglich. Die Systemlösung besteht aus einer Wärmebildkamera der Serie Thermoimager, einem betriebsbereiten Industrie-PC, der Moldcontrol Software und einer Maschinen-Kommunikationsschnittstelle. Moldcontrol lässt sich kostengünstig in vorhandene Entnahmesysteme beziehungsweise in die Maschinensteuerung einbauen. Die Vorteile dieses Inline-Thermografie-Systems liegen vor allem in der frühzeitigen Erkennung von Qualitätsschwankungen und der Möglichkeit, auf Basis der gemessenen Werte die Produktion schneller anzufahren und die Werkzeugtemperatur optimal einzustellen, um Ausschuss zu verringern.
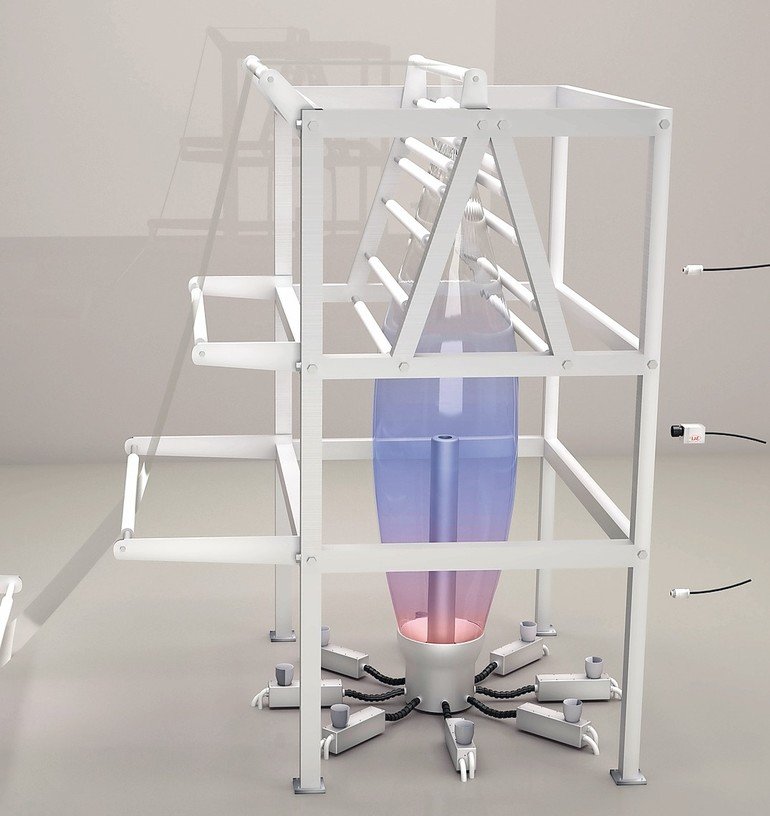
Ein anderes Beispiel ist die Blasfolienextrusion: Hier muss die Temperatur der Schlauchfolie an verschiedenen Punkten exakt gemessen werden, um eine hohe Produktqualität zu garantieren, die Gleichmäßigkeit zu gewährleisten und Ausschuss zu verhindern. Entscheidend ist die Position der Frostlinie, durch deren genaue Bestimmung sich ein Blockieren an den Abzugswalzen verhindern lässt.
Beim Thermoformen von Kunststoffplatten oder Folien aus thermoplastischem Kunststoff wird das Material im Formautomaten erwärmt, bis das Material plastifiziert ist. Wenn eine vordefinierte Temperatur erreicht ist, so wird das Material per Vakuum in eine vordefinierte Form gesaugt. Die Heizdauer ist vom Material, aber auch von der Oberfläche des Materials abhängig. Dunkler Kunststoff erwärmt sich beispielsweise schneller, als heller Kunststoff. So ist die zuverlässige Temperaturkontrolle ein Muss. Ohne sie müsste die exakte Temperatur über diverse Probeläufe ermittelt werden. Diese verursachen Kosten, die sich mittels berührungsloser Temperaturüberwachung vermeiden lassen. ■


Hier finden Sie mehr über:






{kind=link}